 Omega's HANI-Temperatur-Sensor
Omega's HANI-Temperatur-Sensor In jeder Phase der Produktion – von der ersten Verarbeitung bis zur endgültigen Auslieferung des Produkts an den Kunden – sind in der Milchwirtschaft angemessene Hygiene- und Desinfektionsmaßnahmen unerlässlich. Unhygienische Verarbeitungsbedingungen können Milchprodukte einem Risiko für Verunreinigungen aussetzen; Mikroben wie Salmonellen, Campylobacter jejuni, Listeria monocyogenes und Yersinia enterocolitica (um nur einige zu nennen) können bei Verbrauchern schwere Erkrankungen verursachen.
Um die erforderlichen Hygienestandards bei der Verarbeitung von Milchprodukten einzuhalten, sollten Systemmanager und Betreiber moderne Geräte – bei Bedarf mit 3A-Zertifizierung – sowie fortschrittliche Überwachungsmaßnahmen einsetzen. Während die Reinigung in der Vergangenheit manuell erfolgte, ist es in der Milchwirtschaft mittlerweile Standard, automatisierte Clean-in-Place-Systeme (CIP) zur Reinigung und Wartung von Verarbeitungsanlagen einzusetzen.
 CIP-System
CIP-System Was ist ein CIP-System?
CIP-Systeme pumpen Reinigungs- und Desinfektionslösungen durch die Prozessrohrleitungen eines Milchverarbeitungssystems und ermöglichen so eine effektive Reinigung und Desinfektion aller Innenflächen der Anlagen, ohne dass diese zerlegt werden müssen. Automatisierte CIP-Systeme minimieren Fehler durch menschliches Versagen, reduzieren kostspielige Ausfallzeiten und erhöhen die Konsistenz der Produktqualität.
Obwohl jedes CIP-System einzigartig ist – Elemente, Ablauf und Dauer variieren je nach dem einzelnen Verarbeitungssystem –, besteht der grundlegende CIP-Reinigungszyklus aus 5 Schritten:
- Vorspülen: Durch Umkehrosmose (RO) aufbereitetes deionisiertes (DI) Wasser wird durch das System geleitet, um das Innere zu befeuchten und verbleibende Rückstände zu entfernen.
- Laugenwäsche: Natronlauge (Natriumhydroxid) – in einem Messbereich von 0,5 bis 2,0 % – wird durch das System geleitet, um Fette aufzuweichen. Der Solltemperaturbereich liegt zwischen 60 °C und 85 °C (140 °F und 185 °F).
- Zwischenspülung: Frisches Wasser wird durch das System geleitet, um alle Rückstände aus der Laugenwäsche auszuspülen.
- Endspülung: Erneuter Durchlauf von DI- und RO-Wasser.
- Desinfektionsspülung: Peressigsäure (PAA) wird verwendet, um Mikroorganismen abzutöten, bevor das System für den nächsten Produktionslauf verwendet wird.
- Produktrückgewinnungssysteme (oder „Pigging-Systeme”): Ein Projektil wird durch das Prozesssystem geschleudert, um Produktrückstände herauszudrücken.
- Säurewaschungen: Eine Säure (meist Salpetersäure) wird durch das System geleitet, um Milchstein (auch als „Milchkalk” bekannt) zu entfernen. Der Messbereich liegt zwischen 54,4 °C und 65,5 °C.
- Luftblasen: CIP-kompatible Luftblasen werden verwendet, um nach dem letzten Spülschritt die im System verbleibende Feuchtigkeit zu entfernen.
Hürden bei der Implementierung von CIP-Systemen – Temperaturüberwachung
Obwohl automatisierte CIP-Systeme für jedes Milchproduktionssystem unglaublich vorteilhaft sind, gibt es bei der Implementierung einige unvermeidbare Hürden.
Eine solche problematische Hürde ist die genaue Temperaturüberwachung, die für einen effektiven CIP-Prozess erforderlich ist. In den verschiedenen Phasen eines CIP-Systems müssen die CIP-Reinigungsmittel vor dem Einleiten in die Anlage auf den richtigen Temperaturbereich erhitzt werden, damit sie die Innenflächen der Milchverarbeitungsanlagen gründlich reinigen können. Darüber hinaus wird die Temperatur der CIP-Reinigungsmittel erneut gemessen, wenn sie die Anlage verlassen und in die Rücklaufleitung gelangen. Diese Messung wird durchgeführt, um sicherzustellen, dass die Temperaturschwelle der CIP-Reinigungsmittel während des Durchlaufs durch die Anlage eingehalten wurde.
Um die für eine effektive CIP-Implementierung erforderliche Genauigkeit zu erreichen, greifen Verarbeitungsbetriebe und Manager in der Milchwirtschaft seit langem auf invasive Tauchfühler wie Thermoelemente und RTDs zurück. Diese Temperatursensoren in Rohrleitungen – sowie ihre (oft notwendigen) Schutzhülsen – verursachen jedoch einige erhebliche betriebliche Probleme.
Diese invasiven Sensorsonden:
- sind schwierig und zeitaufwändig zu installieren – sie erfordern invasive Installationsmaßnahmen wie Schneiden, Bohren und Schweißen, die alle kostspielige Ausfallzeiten verursachen.
- können in Bezug auf ihren Installationsort innerhalb des Systems eingeschränkt sein – die Installation kann durch Herausforderungen bei der Konstruktion und Anordnung des Systems verhindert werden. Und sobald ein Sensor an einer bestimmten Stelle installiert ist, ist es schwierig und zeitaufwändig, ihn an eine andere Stelle innerhalb des Systems zu versetzen.
- Sie neigen zu Medienansammlungen, die zu Sensordrift führen können – halbfeste Medien, wie sie in der Milchindustrie häufig vorkommen, können Partikelansammlungen um eine Rohrsensor-Sonde oder ein Schutzrohr verursachen. Diese Ablagerungen können zu Verlusten an Genauigkeit führen.
- Sie stellen ein ernstes Risiko für Verunreinigungen dar – die oben genannten Medienablagerungen können zu einer Verunreinigung des Produkts führen, was, wie alle Fachleute der Milchindustrie wissen, unbedingt vermieden werden muss.
- Sie blockieren den Weg des „Pig”-Projektils in einem Molchsystem – die Sensorsonden in der Rohrleitung, die für Tauch-Temperatursensoren erforderlich sind, verhindern das „Pig”-Projektil.
Tauch-Temperatursensoren und ihre invasiven Sensorsonden in der Rohrleitung werden aufgrund ihrer hohen Genauigkeit seit langem in der Milchindustrie (und vielen anderen Branchen) für den Einsatz im CIP-Prozess toleriert. Es gab einfach keine andere Option – und die Temperaturüberwachung ist bei der Reinigung und Desinfektion von Geräten von entscheidender Bedeutung.
Aber jetzt gibt es mit dem neuen, preisgekrönten hochgenauen, nicht-invasiven HANI-Klemmentemperatursensor von Omega eine Alternative. HANI-Sensoren, die mehrere Sensoren und einen proprietären Algorithmus verwenden, sind genauso genau wie invasive Tauchsensoren und eignen sich ideal für die CIP-Temperaturüberwachung, da sie keinerlei Sensorsonden in Rohren erfordern.
4 Möglichkeiten, wie HANI-Sensoren die CIP-Implementierung und -Leistung in der Milchproduktion verbessern:
1. HANI-Sensoren sind vollständig nicht-invasiv und in Sekundenschnelle installiert
HANI-Sensoren sind, wie ihr Name schon sagt (High-Genauigkeit, Non-Invasive), vollständig nicht-invasiv. Sie werden einfach an der Außenseite des gewünschten Rohrs befestigt und können innerhalb von Sekunden die Temperatur im Inneren des Rohrs genau messen. Da nichts in das Rohr eingeführt werden muss – keine Sensorsonden, keine Schutzrohre, nichts –, ist es nicht erforderlich, das Rohr aufzuschneiden, anzuschweißen oder zu bohren, um einen HANI-Sensor zu installieren. Das bedeutet, dass alle kostspieligen Ausfallzeiten im Zusammenhang mit invasiven Installationsmaßnahmen vollständig entfallen.
Außerdem sind HANI-Sensoren äußerst genau. Dank der Sensortechnologie und dem proprietären Algorithmus von Omega bieten HANI-Sensoren eine Genauigkeit (±0,5 °C = ±0,9 °F) und Ansprechzeiten (t63 = 5 Sek.), die mit den Thermoelementen und RTDs vergleichbar sind, die Milchproduzenten widerwillig verwenden.
2. HANI-Sensoren bieten die erforderliche Vielseitigkeit
Wenn Bereiche von Milchverarbeitungssystemen schwer zugänglich sind (oder wenn die teure Installation von In-Pipe-Sensoren keine realistische Option ist), werden die Temperaturen für den CIP-Prozess oft geschätzt statt gemessen. Oder um sicherzustellen, dass die Temperaturspezifikationen eingehalten werden, werden CIP-Systeme mit maximaler Leistung betrieben.
HANI-Sensoren lassen sich jedoch schnell anbringen und ermöglichen eine genaue Messung vor Ort – ohne potenzielle Kosten für die Installation. Diese Sensoren, die kompakt und äußerst vielseitig im Design sind, werden an die gewünschte Rohrleitung geklemmt, und der Schnellverschlussmechanismus stellt automatisch die Spannung für den angegebenen Rohrdurchmesser ein.
Und wenn Temperaturmessungen an verschiedenen Stellen im CIP-System zu unterschiedlichen Zeiten erforderlich sind, wird der HANI-Sensor einfach abgeklemmt und an die gewünschte Stelle gebracht. Der gleiche HANI-Sensor kann beispielsweise sowohl zur Messung der Temperatur der Natronlauge während der Laugenwäsche im CIP-Prozess als auch zur Messung der Salpetersäurelösung während einer Säurewäsche verwendet werden.
3. HANI-Sensoren eliminieren Sensorabweichungen und Risiken durch Verunreinigungen

Im Laufe der täglichen Milchproduktion können sich Rückstände von Prozessmedien – aus Produkten wie Joghurt, Milch und Butter – sowie mögliche Einschlüsse in diesen Prozessmedien um Sensorsonden, Schutzrohre oder sogar in den Vertiefungen von T-Stücken ansammeln. Diese Ablagerungen können zu einer Sensordrift führen, was einen Verlust an Genauigkeit zur Folge hat. Selbst mit dem robustesten Reinigungssystem können diese Ablagerungen zu Bakterienwachstum und letztendlich zu einer möglichen Verunreinigung führen.
HANI-Sensoren sind vollständig nicht-invasiv und erfordern keinen direkten Kontakt mit dem Medium. Sie werden einfach an der Außenseite eines Rohrs befestigt und können innerhalb von Sekunden mit der genauen Messung der Temperatur des Mediums im Rohr beginnen. Es sind keine Sensorsonden erforderlich – und kein Kontakt bedeutet kein Risiko einer Verunreinigung, kein Risiko einer Sensordrift, keine verstopften Rohre, kein reduzierter Durchfluss und vor allem keine Produktverschwendung.
4. HANI-Sensoren lassen den „Pig“ fliegen!
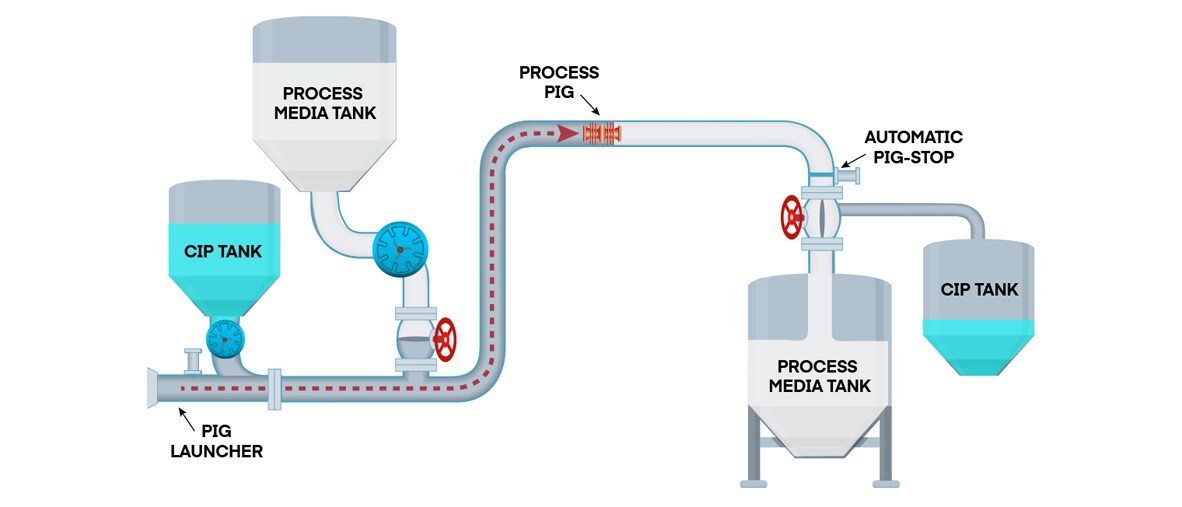
Um die Produktausbeute zu steigern und die Kosten in der verarbeitenden Industrie, wie z. B. der Milchproduktion, zu senken, werden Produktrückgewinnungssysteme – oder „Pigging“-Systeme – eingesetzt, um Produktreste aus dem Rohrleitungssystem zurückzugewinnen. Ein Pigging-System besteht aus dem „Pig”, einem festen Projektil oder Stopfen, dessen Durchmesser etwas größer ist als der der Rohrleitung oder des Schlauchs, durch den die Flüssigkeit transportiert wird. Der „Pig” wird in die Rohrleitung eingeführt und durch das Rohr geschoben, wodurch alle Produktrückstände mitgeschleppt werden.
Ein Molchsystem reduziert zwar effektiv den Zeit-, Wasser-, Chemikalien-, Arbeits- und Energieaufwand für den Betrieb eines CIP-Systems, jedoch sind die invasiven Temperatursensoren, die zur Überwachung der Temperatur im Rohr erforderlich sind, problematisch. Diese Sensorsonden – sowie die zum Aufbau des Gehäuses installierten Schutzhülsen – behindern den „Molch“, sodass der Prozess ohne deren vorherige Entfernung nicht durchgeführt werden kann. Dies führt unweigerlich zu kostspieligen zusätzlichen Ausfallzeiten.
Da HANI-Sensoren vollständig nicht-invasiv sind, kann das Produktrückgewinnungssystem betrieben werden, ohne dass etwas aus dem System entfernt werden muss. Einfach ausgedrückt: Es gibt nichts, was den „Pig” blockieren könnte.


Was ist ein Tauchsieder? Arten von Tauchsieder-Heizelementen Was ist ein Tauchsieder?

Was ist ein industrieller Elektroheizkörper? Was ist ein Industrieheizgerät?