I flussimetri a pressione differenziale calcolano la portata del fluido leggendo la perdita di pressione attraverso una restrizione del tubo. Utilizzando l'equazione di Bernoulli, secondo la quale all'aumentare della velocità del flusso di un fluido diminuisce la sua pressione, questi tipi di flussimetri non hanno parti mobili e misurano la differenza tra una misurazione primaria e una secondaria, una su ciascun lato della restrizione.
Le cadute di pressione generate da un'ampia varietà di restrizioni geometriche sono state ben caratterizzate nel corso degli anni e, come illustrato nella Tabella 1, questi elementi di flusso primari o "di testa" sono disponibili in un'ampia varietà di configurazioni, ciascuna con specifici punti di forza e di debolezza applicativi. Le variazioni sul tema della misurazione della portata a pressione differenziale (d/p) includono:
- Orifizio
- Venturi / Flussimetri / Ugello di flusso
- Flussimetri / Ugello di flusso
- Flussimetri / Ugello di flusso
- Quando, oltre alla misurazione della portata, è necessario misurare anche la temperatura o la pressione di processo, il trasmettitore di pressione non deve essere installato nella tubazione di processo, ma deve essere collegato alla linea di alimentazione appropriata dell'elemento di flusso tramite un raccordo a T.
- Il pozzetto termometrico utilizzato per la misurazione della temperatura deve essere installato ad almeno 10 diametri a valle dell'elemento di flusso, per evitare distorsioni del profilo di velocità.
- Le saldature devono essere levigate e le guarnizioni rifilate in modo che non siano rilevabili sporgenze mediante ispezione fisica.
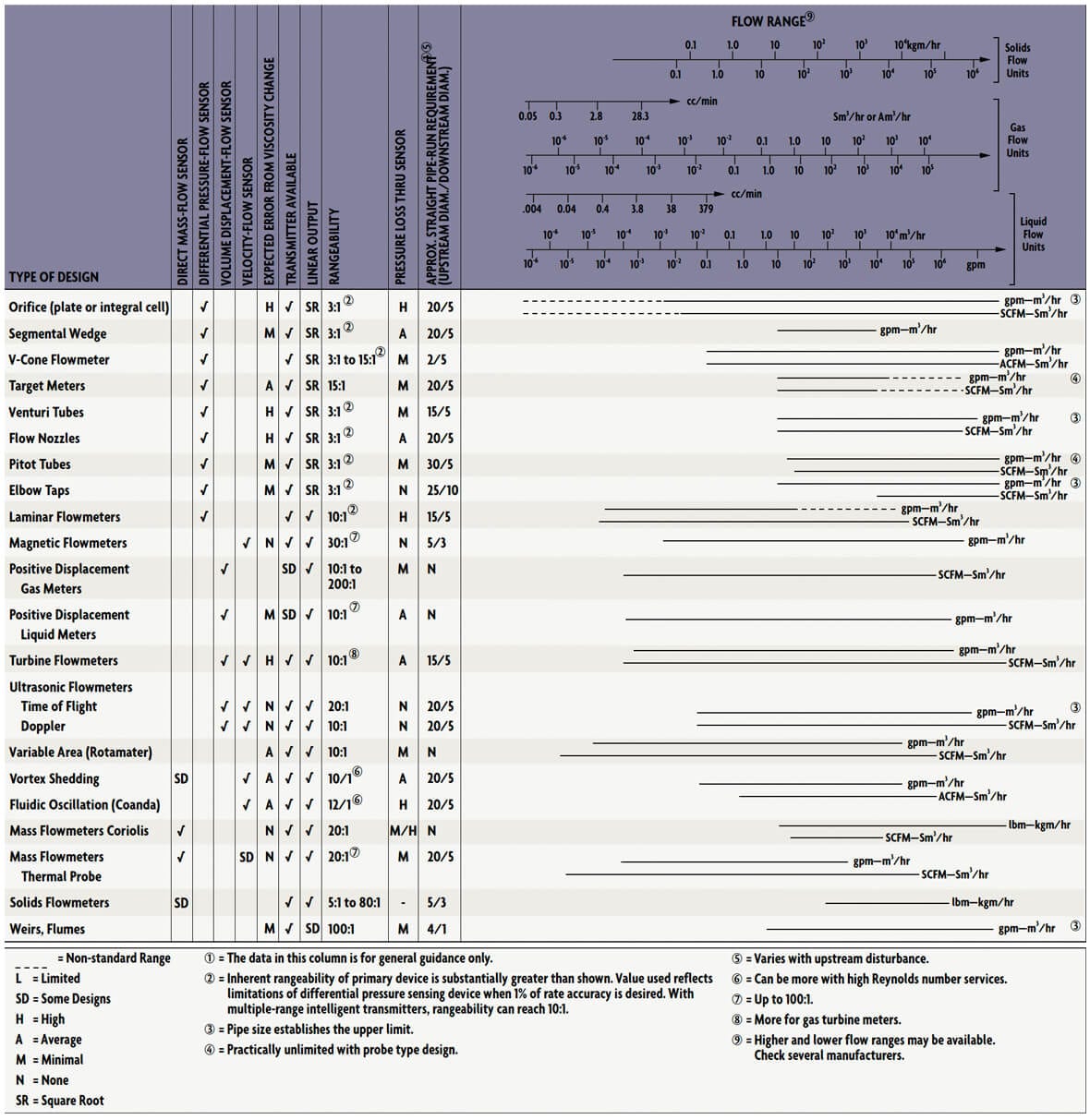 Tabella 1: Tabella di orientamento per sensori di flusso
Tabella 1: Tabella di orientamento per sensori di flusso Opzioni dell'elemento primario
Nel XVIII secolo, Daniel Bernoulli, matematico e fisico svizzero, formulò l'"equazione di Bernoulli", che spiega la relazione tra energia statica e cinetica in un flusso. Quando un fluido passa attraverso una restrizione, accelera e l'energia necessaria per questa accelerazione viene ottenuta dalla pressione statica del fluido. Di conseguenza, la pressione di linea diminuisce nel punto di restringimento (Figura 1). Parte della caduta di pressione viene recuperata quando il flusso ritorna nel tubo senza restrizioni.
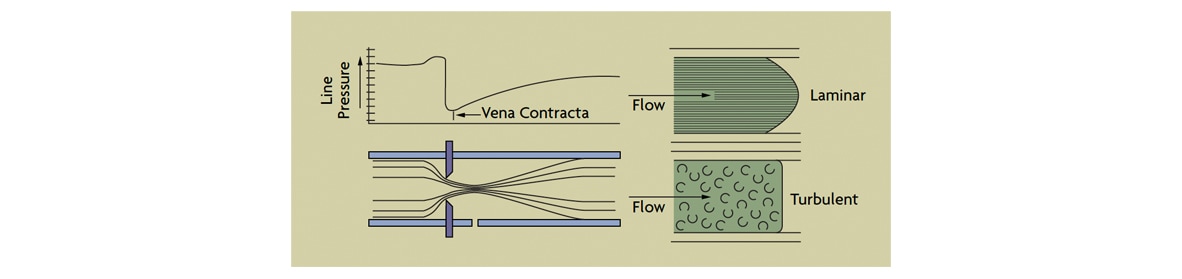 Figura 1. Recupero della caduta di pressione della piastra dell'orifizio
Figura 1. Recupero della caduta di pressione della piastra dell'orifizio I valori momentanei della differenza di pressione (h) sviluppata dall'elemento di flusso e della velocità (V), della portata volumetrica (Q) e della portata massica (W) possono essere calcolati utilizzando le seguenti formule generalizzate:
V = k (h/D) 0,5
Oppure Q = kA (h/D) 0,5
Oppure W = kA (hD) 0,5
k è il coefficiente di scarico dell'elemento (che riflette anche le Unità di misura), A è l'area della sezione trasversale dell'apertura del tubo e D è la densità del liquido che scorre. Il coefficiente di scarico k è influenzato dal numero di Reynolds (vedere la Figura 2) e dal "rapporto beta", ovvero il rapporto tra il diametro interno della restrizione del flusso e il diametro interno del tubo.
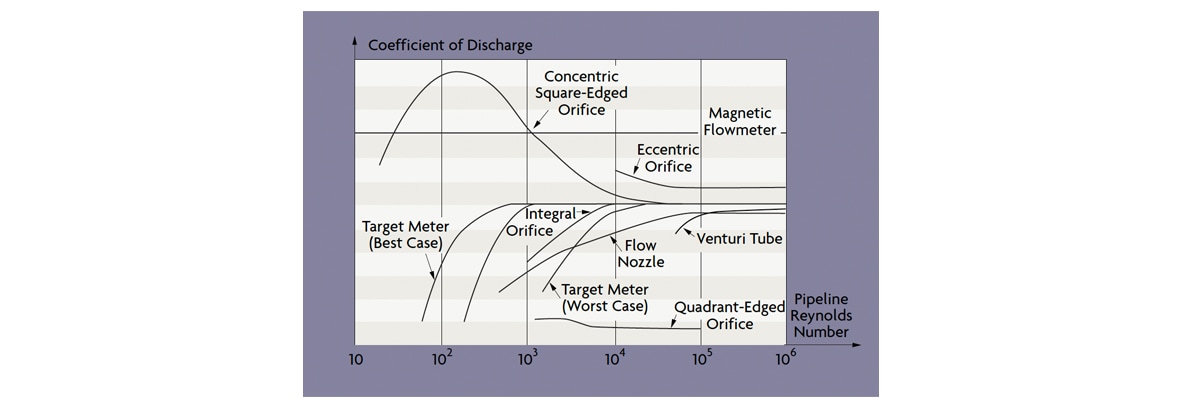 Figura 2: Effetto dei numeri di Reynolds su vari flussimetri
Figura 2: Effetto dei numeri di Reynolds su vari flussimetri Nella derivazione di k possono essere utilizzati parametri aggiuntivi o fattori di correzione, a seconda del tipo di elemento di flusso utilizzato. Questi parametri possono essere calcolati da equazioni o letti da grafici e tabelle disponibili presso l'American National Standards Institute (ANSI), l'American Petroleum Institute (API), l'American Society of Mechanical Engineers (ASME) e l'American Gas Association (AGA).
I coefficienti di scarico degli elementi primari sono determinati da prove di laboratorio che riproducono la geometria dell'Installazione. I valori pubblicati rappresentano, in generale, il valore medio per quella geometria su un minimo di 30 prove di calibrazione. Le incertezze di questi valori pubblicati variano dallo 0,5% al 3%. Utilizzando tali coefficienti di scarico pubblicati, è possibile ottenere misurazioni di portata ragionevolmente accurate senza calibrazione in loco. La calibrazione in loco è necessaria se non sono disponibili laboratori di prova o se si desidera una accuratezza superiore a quella fornita dall'intervallo di incertezza sopra indicato. La relazione tra flusso e caduta di pressione varia con il profilo di velocità, che può essere laminare o turbolento (Figura 1) in funzione del numero di Reynolds (Re), che per i flussi di liquidi può essere calcolato utilizzando la relazione:
Re = 3160(SG)(Q)/(ID)µ
Dove ID è il diametro interno del tubo in pollici, Q è la portata volumetrica del liquido in galloni/minuto, SG è il peso specifico del fluido a 60 °F e µ è la viscosità in centipoise.
A bassi numeri di Reynolds (generalmente inferiori a Re = 2.000), il flusso è laminare e il profilo di velocità è parabolico. Ad alti numeri di Reynolds (ben oltre Re = 3.000), il flusso diventa completamente turbolento e l'azione di miscelazione risultante produce una velocità assiale uniforme in tutto il tubo. Come mostrato nella Figura 2, la transizione tra flussi laminari e turbolenti può coprire un ampio intervallo di numeri di Reynolds; la relazione con il coefficiente di scarico è una funzione del particolare elemento primario.
Oggi, molte società e organizzazioni di ingegneria e la maggior parte dei produttori di elementi primari offrono pacchetti software per il dimensionamento degli elementi di flusso d/p. Questi programmi includono i dati necessari da grafici, tabelle e tabelle, nonché equazioni empiriche per i coefficienti di flusso e i fattori di correzione. Alcuni includono dati sulle proprietà fisiche di molti liquidi comuni. L'utente può semplicemente inserire i dati dell'applicazione e trovare automaticamente la dimensione consigliata, anche se questi risultati devono essere verificati manualmente per verificarne la ragionevolezza.
Precisione e rangeabilità
Le prestazioni di un misuratore di portata di tipo a testa sono una funzione della precisione dell'elemento di flusso e dell'accuratezza della cella d/p. La precisione dell'elemento di flusso è tipicamente espressa in termini di percentuale della lettura effettiva (AR), mentre l'accuratezza della cella d/p è una percentuale dell'intervallo calibrato (CS). Una cella d/p fornisce solitamente un'accuratezza del ±0,2% dell'intervallo calibrato (CS). Ciò significa che, all'estremità inferiore di un intervallo di flusso 10:1 (al 10% del flusso), corrispondente a un intervallo di pressione differenziale di 100:1, il misuratore di portata avrebbe un errore del ±20% AR. Per questo motivo, i flussimetri a produzione differenziale sono stati storicamente limitati all'uso entro un intervallo di 3:1 o 4:1.
La rangeability del flussimetro può essere ulteriormente aumentata senza effetti negativi sulla precisione facendo funzionare diversi flussimetri d/p in parallelo. Vengono aperti solo i circuiti necessari per mantenere la portata in quelli attivi intorno al 75-90% dell'intervallo. Un'altra opzione è quella di impilare due o più trasmettitori in parallelo sullo stesso elemento, uno per l'1-10%, l'altro per il 10-100% del Fondo scala (FS) d/p prodotto. Entrambe le tecniche sono macchinose e costose. I trasmettitori intelligenti offrono un'opzione migliore.
La precisione dei trasmettitori intelligenti è solitamente indicata come ±0,1% CS, che include solo gli errori dovuti a isteresi, rangeabilità e linearità. Sono esclusi i potenziali errori dovuti a deriva, temperatura, umidità, vibrazioni, sovraccarico, interferenze radio e variazioni dell'alimentazione. Se li si include, l'imprecisione è di circa lo 0,2% CS. Poiché i trasmettitori d/p intelligenti possono, sulla base delle proprie misurazioni, commutare automaticamente i campi tra due intervalli calibrati (uno per l'1-10%, l'altro per il 10-100% di FS d/p), dovrebbe essere possibile ottenere installazioni di orifizi con un'imprecisione dell'1% AR su un campo di portata 10:1.
Nella maggior parte delle applicazioni di misurazione del flusso, la densità non viene misurata direttamente. Si presume piuttosto che abbia un valore normale. Se la densità si discosta da questo valore presunto, si verifica un errore. L'errore di densità può essere corretto se viene misurato direttamente o indirettamente misurando la pressione nei gas o la temperatura nei liquidi. Sono disponibili anche pacchetti di calcolo del flusso che accetta gli ingressi del trasmettitore d/p e degli altri sensori e possono calcolare simultaneamente il flusso massico e volumetrico.
Per ridurre al minimo l'errore (e la necessità di correggere la densità) quando si ha a che fare con fluidi comprimibili, il rapporto tra la pressione differenziale (h) e la pressione a monte (P) non deve superare 0,25 (misurato nelle stesse Unità di misura).
Gli errori di misurazione dovuti a un'installazione errata dell'elemento primario possono essere notevoli (fino al 10%). Le cause di tali errori possono essere le condizioni delle sezioni di tubazione di accoppiamento, tratti di tubazione rettilinei insufficienti ed errori di progettazione dei rubinetti di pressione e delle linee di alimentazione.
In condizioni di flusso turbolento, fino al 10% del segnale d/p può essere costituito da rumore causato da disturbi provenienti da valvole e raccordi, sia a monte che a valle dell'elemento, e dall'elemento stesso. Nella maggior parte delle applicazioni, l'attenuazione fornita nelle celle d/p è sufficiente per filtrare il rumore. Il rumore intenso può essere ridotto utilizzando due o più prese di pressione collegate in parallelo su entrambi i lati della cella d/p.
Il flusso pulsante può essere causato da pompe o compressori alternativi. Questa pulsazione può essere ridotta allontanando il misuratore di portata dalla fonte dell'impulso o a valle di filtri o altri strumenti di smorzamento. È inoltre possibile installare hardware di smorzamento delle pulsazioni sui rubinetti di pressione o applicare software di smorzamento al segnale di uscita della cella d/p. Uno di questi filtri è l'algoritmo derivativo inverso, che blocca qualsiasi tasso di variazione che si verifica più rapidamente della frequenza con cui il flusso di processo può variare.
Tubazioni, Installazione e Manutenzione
Le linee guida per l'installazione sono pubblicate da varie organizzazioni professionali (ISA, ANSI, API, ASME, AGA) e dai produttori di modelli proprietari. Queste linee guida includono raccomandazioni quali:
Affinché il profilo di velocità si sviluppi completamente (e la caduta di pressione sia prevedibile), è necessaria una lunghezza di tratto rettilineo sia a monte che a valle dell'elemento d/p. La lunghezza del tratto rettilineo necessaria dipende sia dal rapporto beta dell'Installazione che dalla natura dei componenti a monte nella tubazione. Ad esempio, quando un singolo gomito a 90° precede una piastra di orifizio, il requisito di tubo rettilineo varia da 6 a 20 diametri del tubo, poiché il rapporto di diametro aumenta da 0,2 a 0,8.
Al fine di ridurre il requisito di tratto rettilineo, è possibile installare dei raddrizzatori di flusso (Figura 3), quali fasci tubieri, piastre perforate o linguette interne, a monte dell'elemento primario.
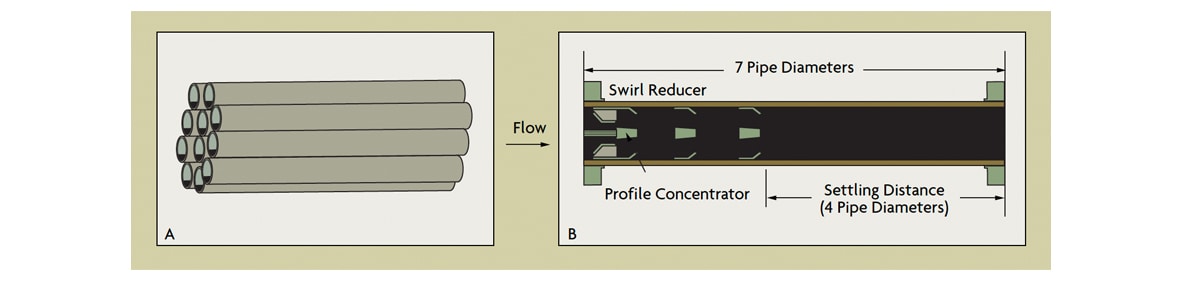 Figura 3: Raddrizzatori di flusso installati a monte dell'elemento primario
Figura 3: Raddrizzatori di flusso installati a monte dell'elemento primario Le dimensioni e l'orientamento dei rubinetti di pressione dipendono sia dalle dimensioni del tubo che dal tipo di fluido di processo. Il diametro massimo consigliato dei fori di presa della pressione attraverso il tubo della flangia è di 1/4" per tubi con diametro inferiore a 2", 3/8" per tubi da 2" e 3", 1/2" per tubi da 4 a 8" e 3/4" per tubi più grandi. Entrambi i rubinetti devono avere lo stesso diametro e, dove il foro attraversa la superficie interna del tubo, devono essere squadrati e privi di rugosità, sbavature o bordi taglienti. I collegamenti ai fori di pressione devono essere realizzati mediante nippli, giunti o adattatori saldati alla superficie esterna del tubo.
Nei servizi dove il fluido di processo può ostruire i fori di pressione o gelificare o congelarsi nelle linee di alimentazione, è possibile utilizzare protezioni per guarnizioni chimiche. Le dimensioni dei collegamenti sono solitamente maggiori (gli elementi di tenuta possono anche essere forniti con prolunghe a membrana) e, a causa dello spazio necessario, vengono solitamente installati in posizioni "radius tap" o "pipe tap", come mostrato nella Figura 4. Quando si utilizzano sigilli chimici, è importante che i due capillari di collegamento, poiché sono indirizzati alla cella d/p, siano sottoposti alla stessa temperatura e siano protetti dalla luce solare.
 Figura 4: Alternative per la posizione della presa di pressione differenziale
Figura 4: Alternative per la posizione della presa di pressione differenziale Il trasmettitore d/p deve essere posizionato il più vicino possibile all'elemento primario. Le linee di alimentazione devono essere il più corte possibile e dello stesso diametro. In caso di utilizzo con liquidi puliti, il diametro minimo è 0,4". In caso di utilizzo con vapore, le linee di alimentazione orizzontali devono essere il più corte possibile e inclinate (con una pendenza minima di 1 pollice/piede rispetto alla tubazione) verso il rubinetto, in modo che la condensa possa defluire nuovamente nella tubazione. Anche in questo caso, entrambe le linee di alimentazione devono essere esposte alle stesse condizioni ambientali e protette dalla luce solare. In presenza di liquidi o gas puliti, le linee di alimentazione possono essere spurgate attraverso gli attacchi di sfiato o di scarico della cella d/p e devono essere lavate per diversi minuti per rimuovere tutta l'aria dalle linee. L'aria intrappolata può compensare la calibrazione dello zero.
I contenitori di tenuta si trovano sul ramo umido nelle installazioni di celle d/p con intervalli ridotti (inferiori a 10 in H20) al fine di ridurre al minimo la variazione di livello nei rami. Nelle applicazioni a vapore, si raccomanda l'uso di raccordi a T di riempimento per garantire rami di condensa di uguale altezza su entrambi i lati della cella d/p. Se per qualche motivo i due rami non sono della stessa altezza, la cella d/p può essere polarizzata per azzerare la differenza, purché tale differenza non cambi.
Se la temperatura di processo supera la temperatura massima della cella d/p, è necessario utilizzare guarnizioni chimiche o tubi di alimentazione sufficientemente lunghi da raffreddare il fluido. Se è necessaria una forte riduzione della temperatura, è possibile installare una sezione a spirale di tubazione (pigtail) nelle linee di alimentazione per raffreddare i liquidi di processo.
La frequenza di ispezione o sostituzione di un elemento primario dipende dalla natura erosiva e corrosiva del processo e dalla precisione complessiva richiesta. In assenza di esperienze precedenti, la piastra dell'orifizio può essere rimossa per l'ispezione durante i primi tre, sei e dodici mesi di funzionamento. Sulla base dell'ispezione visiva della piastra, è possibile estrapolare un ciclo di manutenzione ragionevole dai risultati ottenuti. Gli orifizi utilizzati per i calcoli del bilancio di materia devono seguire lo stesso ciclo di manutenzione.


Che cos'è un anemometro e cosa misura?
Scritto da:
Dan Schultz
Pubblicato il: 17 aprile 2026