 Sensore di temperatura HANI di Omega
Sensore di temperatura HANI di Omega In ogni fase della produzione, dalla lavorazione iniziale alla consegna finale del prodotto al cliente, è essenziale adottare pratiche igieniche e di sanificazione adeguate nell'industria lattiero-casearia. L'esposizione a condizioni di lavorazione non igieniche può esporre i prodotti lattiero-caseari al rischio di contaminazione; microbi come Salmonella, Campylobacter jejuni, Listeria monocyogenes e Yersinia enterocolitica (solo per citarne alcuni) possono causare gravi disturbi ai consumatori.
Per mantenere gli standard igienici necessari nella lavorazione dei prodotti lattiero-caseari, si consiglia ai responsabili dei sistemi e agli operatori di utilizzare attrezzature moderne, certificate 3A dove necessario, nonché misure di monitoraggio avanzate. Mentre in passato la pulizia veniva effettuata manualmente, oggi nell'industria lattiero-casearia è diventata prassi standard l'utilizzo di sistemi automatizzati Clean in Place (CIP) per la pulizia e la manutenzione delle attrezzature di lavorazione.
 Sistema CIP
Sistema CIP Che cos'è un sistema CIP?
I sistemi CIP pompano soluzioni detergenti e igienizzanti attraverso il percorso delle tubazioni di processo di un sistema di lavorazione lattiero-casearia, consentendo una pulizia e una sanificazione efficaci di tutte le superfici interne delle attrezzature senza necessità di smontaggio. I sistemi CIP automatizzati riducono al minimo gli errori causati dall'intervento umano, riducono i costosi tempi di fermo macchina e aumentano la uniformità della qualità del prodotto.
Sebbene ogni sistema CIP sia unico (gli elementi, la sequenza e la durata variano in base al singolo sistema di lavorazione), il ciclo di pulizia CIP di base consiste in 5 fasi:
- Pre-risciacquo: l'acqua deionizzata (DI) che è stata trattata tramite osmosi inversa (RO) viene fatta scorrere attraverso il sistema per bagnarne l'interno e rimuovere i residui rimanenti.
- Lavaggio caustico: la soda caustica (idrossido di sodio), con una concentrazione compresa tra lo 0,5 e il 2,0%, viene fatta scorrere attraverso il sistema per ammorbidire i grassi. La temperatura target è compresa tra 60 °C e 85 °C (140 °F - 185 °F).
- Risciacquo intermedio: acqua fresca viene fatta scorrere attraverso il sistema per eliminare eventuali residui del lavaggio caustico.
- Risciacquo finale: viene fatto scorrere nuovamente acqua deionizzata e osmotizzata.
- Risciacquo igienizzante: l'acido peracetico (PAA) viene utilizzato per uccidere i microrganismi prima che il sistema venga utilizzato per il ciclo di produzione successivo.
- Sistemi di recupero del prodotto (o "pigging"): Un proiettile viene inviato attraverso il sistema di processo per espellere il prodotto residuo.
- Lavaggi acidi: un acido (più comunemente acido nitrico) viene fatto scorrere attraverso il sistema per rimuovere le incrostazioni di latte (note anche come "calcare del latte"). Range di temperatura: la temperatura target è compresa tra 54,4 °C e 65,5 °C (130 °F - 150 °F).
- Soffiature d'aria: vengono utilizzate soffiature d'aria compatibili con il CIP per rimuovere l'umidità residua nel sistema dopo la fase di risciacquo finale.
Ostacoli all'implementazione del sistema CIP – Monitoraggio della temperatura
Sebbene i sistemi CIP automatizzati siano incredibilmente vantaggiosi per qualsiasi sistema di produzione lattiero-casearia, esistono alcuni ostacoli inevitabili quando si tratta di implementarli.
Uno di questi ostacoli problematici è ottenere il monitoraggio accurato della temperatura necessario affinché il processo CIP sia efficace. Durante le varie fasi di un sistema CIP, prima di essere inviati all'apparecchiatura, gli agenti detergenti CIP devono essere riscaldati alla giusta temperatura in modo da poter pulire a fondo le superfici interne delle apparecchiature di lavorazione lattiero-casearia. Inoltre, la temperatura degli agenti detergenti CIP viene misurata nuovamente quando questi lasciano l'apparecchiatura ed entrano nella linea di ritorno: questa misurazione viene effettuata per garantire che la soglia di temperatura degli agenti detergenti CIP sia stata mantenuta durante il passaggio attraverso l'apparecchiatura.
Per ottenere l'accuratezza necessaria per un'efficace implementazione del CIP, gli operatori e i responsabili della lavorazione nell'industria lattiero-casearia si sono a lungo affidati a sensori invasivi a immersione, come termocoppie e RTD. Tuttavia, queste sonde di temperatura interne ai tubi, così come i loro (spesso necessari) pozzetto di protezione, creano alcuni importanti problemi di funzionamento.
Queste sonde invasive:
- Sono difficili e richiedono molto tempo per l'installazione, poiché necessitano di misure invasive quali taglio, foratura e saldatura, che causano costosi tempi di inattività.
- Possono essere limitate nei punti in cui possono essere installate all'interno del sistema, poiché l'installazione può essere impedita da difficoltà legate alla progettazione e alla disposizione del sistema. E una volta che un sensore è installato in una posizione particolare, è difficile e richiede tempo spostarlo in una posizione diversa all'interno del sistema.
- Sono soggette all'accumulo di sostanze che possono causare lo spostamento del sensore: le sostanze semisolide, comuni nell'industria lattiero-casearia, possono causare l'accumulo di particelle intorno a una sonda del sensore o a un pozzetto termometrico all'interno di un tubo. Questo accumulo può comportare una perdita di precisione. Presentano un grave rischio di contaminazione: il suddetto accumulo di fluidi può causare la contaminazione del prodotto che, come tutti i professionisti dell'industria lattiero-casearia sanno, è qualcosa da evitare.
- Bloccano il percorso del proiettile "pig" in un sistema di pigging: le sonde del sensore all'interno del tubo necessarie per i sensori di temperatura a immersione impediscono il passaggio del proiettile "pig".
- Block the path of the ‘pig’ projectile in a pigging system – the in-pipe sensor probes that immersion temperature sensors require prevent the ‘pig’ projectile.
I sensori di temperatura a immersione e le loro sonde invasive all'interno del tubo sono stati a lungo tollerati nell'industria lattiero-casearia (e in molti altri settori) per l'uso nel processo CIP grazie alla loro elevata accuratezza. Semplicemente non c'era altra opzione: il monitoraggio della temperatura è importante quando si tratta di pulire e sanificare le attrezzature.
Ma ora, con il nuovo e pluripremiato sensore di temperatura a morsetto HANI™ (High-Accuracy, Non-Invasive) di Omega, c'è un'alternativa. I sensori HANI, che utilizzano sensori multipli e un algoritmo proprietario, sono accurati quanto i sensori invasivi a immersione e, poiché non richiedono alcuna sonda del sensore invasiva, sono ideali per il monitoraggio della temperatura CIP.
4 modi in cui i sensori HANI migliorano l'implementazione e le prestazioni del CIP nella produzione lattiero-casearia:
1. I sensori HANI sono completamente non invasivi e si installano in pochi secondi
I sensori HANI, come suggerisce il nome (High-Accuracy, Non-Invasive), sono completamente non invasivi. Si fissano semplicemente all'esterno del tubo desiderato e sono in grado di effettuare la misurazione della temperatura all'interno di quel tubo, con precisione, in pochi secondi. Poiché non è necessario inserire nulla nel tubo (né sonde del sensore, né pozzetto termometrico, né altro), non è necessario tagliare, saldare o forare un tubo per installare un sensore HANI™. Ciò significa che tutti i costosi tempi di inattività legati alle misure di installazione invasive sono completamente eliminati.
Inoltre, i sensori HANI sono altamente precisi. Infatti, la tecnologia dei sensori Omega e l'algoritmo proprietario consentono ai sensori HANI di offrire una accuratezza (±0,5 °C = ±0,9 °F) e tempi di risposta (t63 = 5 sec) paragonabili a quelli delle termocoppie e degli RTD che i produttori lattiero-caseari utilizzano con riluttanza.
2. HANI Sensors Provide Needed Versatility
Spesso, quando le aree dei sistemi di lavorazione del latte sono difficili da raggiungere (o se il costoso processo di installazione di sensori all'interno dei tubi non è un'opzione realistica), le temperature per il processo CIP vengono stimate invece che misurate. Oppure, per garantire il rispetto delle specifiche di temperatura, i sistemi CIP vengono fatti funzionare al massimo.
I sensori HANI, invece, possono essere collegati rapidamente per una misurazione accurata e immediata, eliminando completamente qualsiasi potenziale costo di installazione. Questi sensori, compatti ed estremamente versatili nel tipo di sonda, si fissano al tubo desiderato e il meccanismo di aggancio rapido imposta automaticamente la tensione per il diametro del tubo specificato.
Inoltre, se è necessario misurare la temperatura in diversi punti del sistema CIP in momenti diversi, è sufficiente sganciare il sensore HANI™ e spostarlo nella posizione desiderata. Lo stesso sensore HANI, ad esempio, può essere utilizzato per misurare sia la temperatura della soluzione di soda caustica durante la fase di lavaggio caustico del processo CIP, sia la soluzione di acido nitrico durante il lavaggio acido.
3. I sensori HANI eliminano i rischi di deriva e di contaminazione dei sensori

Nel corso della produzione lattiero-casearia quotidiana, i residui dei prodotti lavorati, come yogurt, latte e burro, nonché potenziali inclusioni all'interno di tali prodotti, possono accumularsi attorno alle sonde dei sensori, ai pozzetti termometrici o persino nelle cavità dei raccordi a T. Questo accumulo può causare una deriva del sensore, con conseguente perdita di accuratezza. E anche con il sistema di pulizia più robusto in funzione, questi accumuli possono portare alla proliferazione di batteri e, in ultima analisi, a una potenziale contaminazione.
I sensori HANI, essendo completamente non invasivi, non richiedono alcun contatto diretto con i fluidi. Si fissano semplicemente all'esterno di un tubo e possono iniziare a misurare la temperatura del fluido all'interno del tubo, con precisione, in pochi secondi. Non sono necessarie sonde del sensore e l'assenza di contatto significa nessun rischio di contaminazione, nessun rischio di deriva del sensore, nessun tubo intasato, nessuna riduzione del flusso e, soprattutto, nessun prodotto sprecato.
4. HANI Sensors Let The ‘Pig’ Fly!
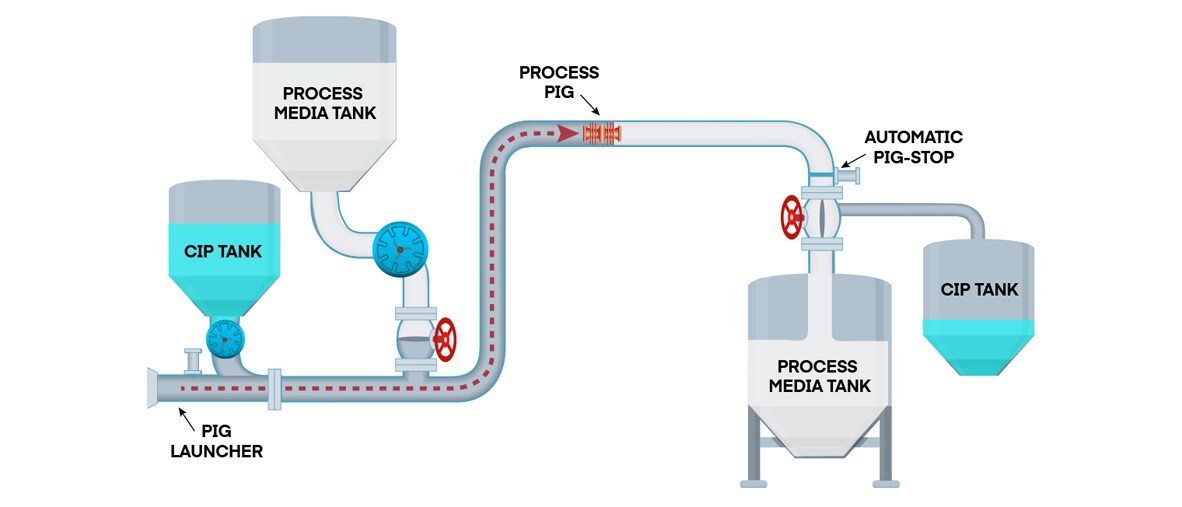
Al fine di aumentare la resa dei prodotti e ridurre i costi nelle industrie manifatturiere come la produzione lattiero-casearia, vengono utilizzati sistemi di recupero dei prodotti, o "pigging", per recuperare eventuali residui di prodotto rimasti nel sistema di tubazioni. Un sistema di pigging è costituito dal "pig", ovvero un proiettile o un tappo solido, con un diametro leggermente superiore a quello della tubazione o del tubo che trasporta il liquido. Il "pig" viene introdotto nella tubazione e spinto attraverso il tubo, spingendo con sé tutto il prodotto residuo.
Tuttavia, sebbene un sistema di pigging sia efficace nel ridurre la quantità di tempo, acqua, prodotti chimici, manodopera ed energia necessari per far funzionare un sistema CIP, i sensori di temperatura invasivi all'interno del tubo, necessari per monitorare la temperatura all'interno del tubo, diventano problematici. Queste sonde del sensore, così come i pozzetti termometrici protettivi installati per ospitarle, ostacolano il "pig", rendendo impossibile il processo senza prima rimuoverle. Il risultato inevitabile è un costoso tempo di inattività aggiuntivo.
Poiché i sensori HANI sono completamente non invasivi, il sistema di recupero del prodotto può funzionare senza la necessità di rimuovere nulla dal sistema. In poche parole, non c'è nulla che "blocchi il pig".


Che cos'è un riscaldatore a immersione? Tipi di elementi riscaldanti a immersione Che cos'è un riscaldatore a immersione?

Che cos'è un riscaldatore elettrico industriale? Che cos'è un riscaldatore industriale?