Les débitmètres à pression différentielle calculent le débit d'un fluide en mesurant la perte de pression à travers une restriction dans la conduite. Utilisant l'équation de Bernoulli, qui stipule que lorsque la vitesse d'écoulement d'un fluide augmente, sa pression diminue, ces types de débitmètres ne comportent aucune pièce mobile et mesurent la différence entre une mesure primaire et une mesure secondaire, l'une de chaque côté de la restriction.
Les chutes de pression générées par une grande variété de restrictions géométriques ont été bien caractérisées au fil des ans et, comme le montre le tableau 1, ces éléments de débit primaires ou « de tête » se présentent sous une grande variété de configurations, chacune ayant des avantages et des inconvénients spécifiques en fonction de l'application. Variations sur le thème de la mesure de débit par pression différentielle (d/p) comprennent :
- Orifice
- Venturi /
- Débitmètres / Zone Variable
- Tubes de Pitot
- Lorsque, en plus de mesurer le débit, la température ou la pression du processus doit également être mesurée, le transmetteur de pression ne doit pas être installé dans la conduite du processus, mais doit être connecté à la conduite d'alimentation appropriée de l'élément de débit via un té.
- La sonde thermométrique utilisée pour la mesure de la température doit être installée à au moins 10 diamètres en aval de l'élément de débit, afin d'éviter toute distorsion du profil de vitesse.
- Les soudures doivent être meulées pour être lisses et les joints doivent être découpés de manière à ce qu'aucune protubérance ne puisse être détectée lors d'une inspection physique.
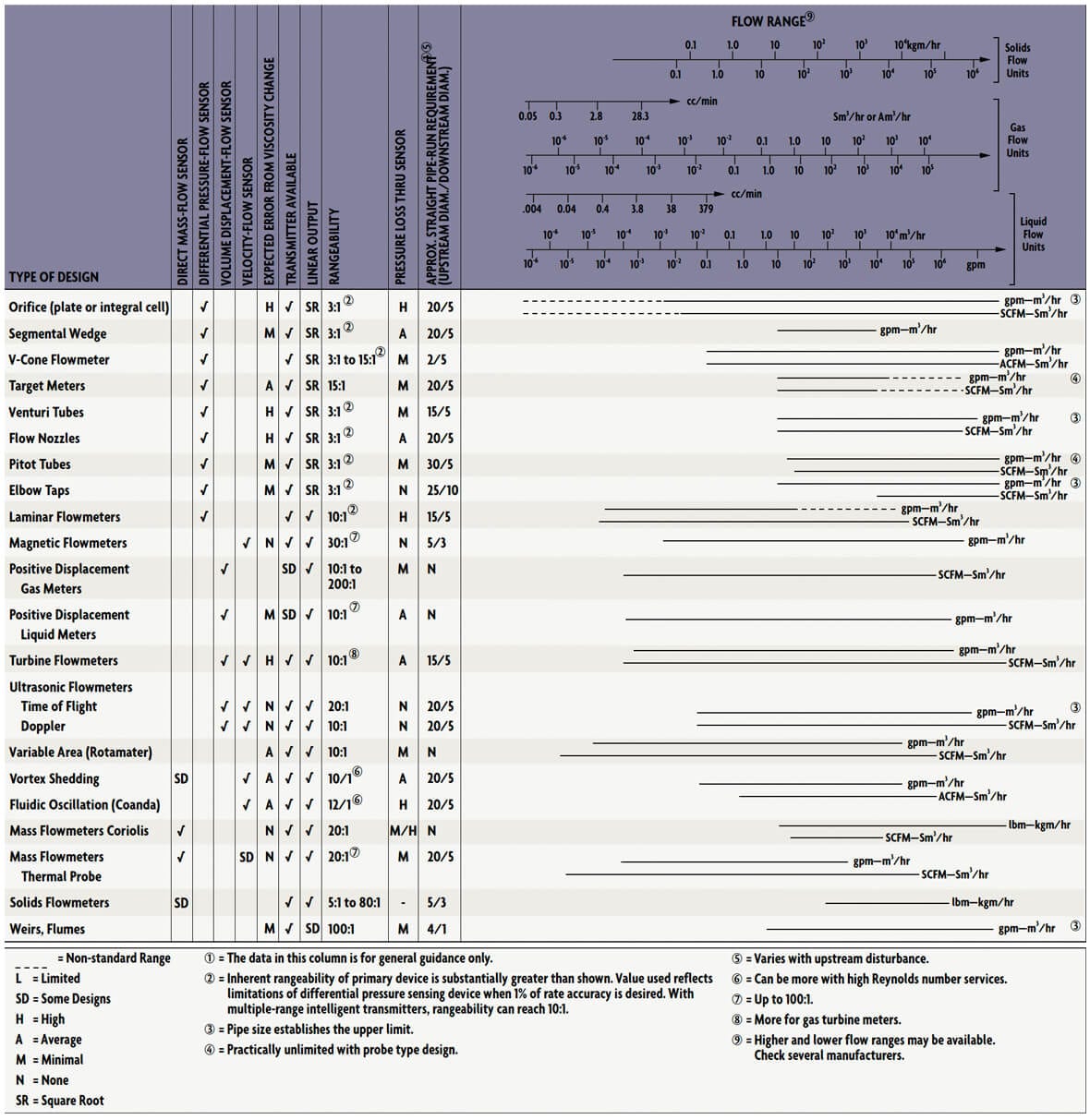 Tableau 1 : Tableau d'orientation pour les capteurs de débit
Tableau 1 : Tableau d'orientation pour les capteurs de débit Option d'éléments primaires
Au XVIIIe siècle, Daniel Bernoulli, mathématicien et physicien suisse, a établi « l'équation de Bernoulli », qui explique la relation entre l'énergie statique et l'énergie cinétique dans un flux. Lorsqu'un fluide passe à travers une restriction, il accélère, et l'énergie nécessaire à cette accélération est obtenue à partir de la pression statique du fluide. Par conséquent, la pression linéaire chute au point de constriction (Figure 1). Une partie de la chute de pression est récupérée lorsque le débit revient dans le tuyau sans restriction.
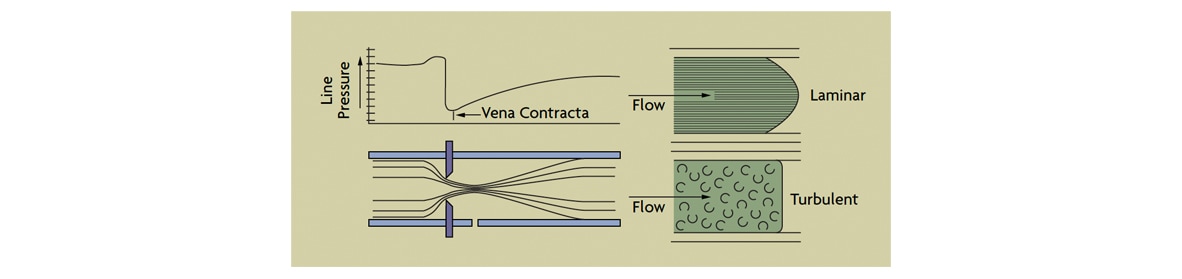 Figure 1 : Récupération de la chute de pression de la plaque à orifice
Figure 1 : Récupération de la chute de pression de la plaque à orifice La différence de pression (h) développée par l'élément d'écoulement est mesurée, et la vitesse (V), le débit volumétrique (Q) et le débit massique (W) peuvent tous être calculés à l'aide des formules généralisées suivantes :
V = k (h/D) 0,5
Ou Q = kA (h/D) 0,5
Ou W = kA (hD) 0,5
k est le coefficient de débit de l'élément (qui reflète également les Unités de mesure), A est la section transversale de l'ouverture du tuyau et D est la densité du liquide qui s'écoule. Le coefficient de débit k est influencé par le nombre de Reynolds (voir schéma 2) et par le « rapport bêta », qui est le rapport entre le diamètre intérieur de la restriction d'écoulement et le diamètre intérieur du tuyau.
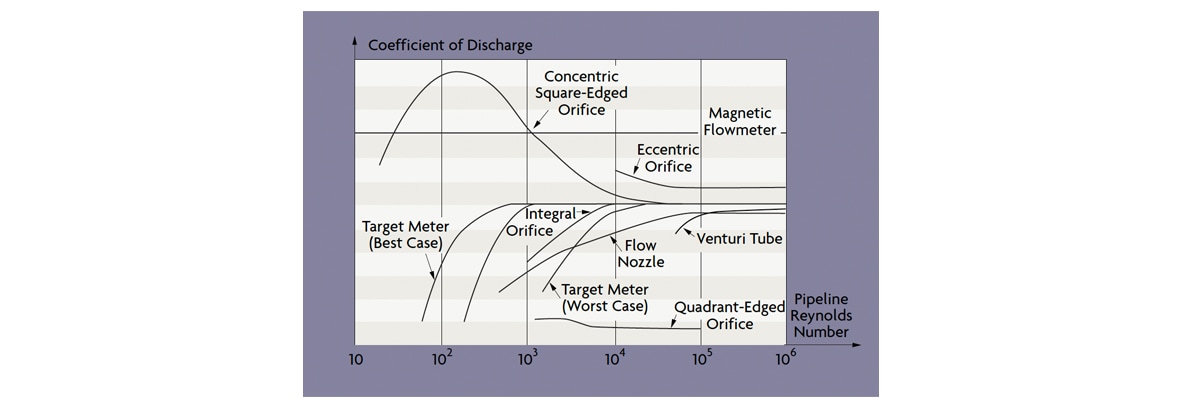 Figure 2 : Effet des nombres de Reynolds sur divers débitmètres
Figure 2 : Effet des nombres de Reynolds sur divers débitmètres Des paramètres supplémentaires ou des facteurs de correction peuvent être utilisés dans le calcul de k, en fonction du type d'élément d'écoulement utilisé. Ces paramètres peuvent être calculés à partir d'équations ou lus à partir de graphiques et de tableaux disponibles auprès de l'American National Standards Institute (ANSI), de l'American Petroleum Institute (API), de l'American Society of Mechanical Engineers (ASME) et de l'American Gas Association (AGA).
Les coefficients de débit des éléments primaires sont déterminés par des essais en laboratoire qui reproduisent la géométrie de l'installation. Les valeurs publiées représentent généralement la valeur moyenne pour cette géométrie sur un minimum de 30 essais d'étalonnage. Les incertitudes de ces valeurs publiées varient de 0,5 % à 3 %. En utilisant ces coefficients de débit publiés, il est possible d'obtenir des mesures de débit raisonnablement précises sans étalonnage sur site. Un étalonnage sur site est nécessaire si aucun laboratoire d'essai n'est disponible ou si l'on souhaite obtenir une précision supérieure à celle fournie par la plage d'incertitude indiquée ci-dessus. La relation entre le débit et la perte de charge varie en fonction du profil de vitesse, qui peut être laminaire ou turbulent (Figure 1), en fonction du nombre de Reynolds (Re), qui, pour les écoulements liquides, peut être calculé à l'aide de la relation suivante :
Re = 3160(SG)(Q)/(ID)µ
Où ID est le diamètre intérieur du tuyau en pouces, Q est le débit volumétrique du liquide en gallons/minute, SG est la densité du fluide à 60 °F et µ est la viscosité en centipoises.
À des nombres de Reynolds faibles (généralement inférieurs à Re = 2 000), le débit est laminaire et le profil de vitesse est parabolique. À des nombres de Reynolds élevés (bien supérieurs à Re = 3 000), le débit devient totalement turbulent et l'action de mélange qui en résulte produit une vitesse axiale uniforme dans toute la conduite. Comme le montre la figure 2, la transition entre les écoulements laminaires et turbulents peut couvrir une large gamme de nombres de Reynolds ; la relation avec le coefficient de débit est fonction de l'élément primaire particulier.
Aujourd'hui, de nombreuses sociétés et organisations d'ingénierie et la plupart des fabricants d'éléments primaires proposent des progiciels pour le dimensionnement des éléments d'écoulement d/p. Ces programmes comprennent les données obligatoires provenant de graphiques, de tableaux et de diagrammes, ainsi que des équations empiriques pour les coefficients d'écoulement et les facteurs de correction. Certains incluent des données sur les propriétés physiques de nombreux liquides courants. L'utilisateur peut simplement saisir les données d'application et trouver automatiquement la taille recommandée, bien que ces résultats doivent être vérifiés manuellement pour s'assurer de leur pertinence.
Précision et gamme de mesure
Les performances d'une installation de débitmètre à tête déportée dépendent de la précision de l'élément de débit et de la précision de la cellule d/p. La précision de l'élément de débit est généralement exprimée en pourcentage de la lecture réelle (AR), tandis que la précision de la cellule d/p est exprimée en pourcentage de la plage calibrée (CS). Une cellule d/p offre généralement une précision de ±0,2 % de la portée calibrée (CS). Cela signifie qu'à l'extrémité inférieure d'une plage de débit de 10:1 (à 10 % du débit), correspondant à une plage de pression différentielle de 100:1, le débitmètre aurait une erreur de ±20 % AR. Pour cette raison, les débitmètres à pression différentielle ont toujours été limités à une plage de 3:1 ou 4:1.
La plage de mesure du débitmètre peut être encore augmentée sans nuire à la précision en faisant fonctionner plusieurs débitmètres d/p en parallèle. Seul le nombre de circuits nécessaires pour maintenir le débit dans les circuits actifs à environ 75-90 % de la plage est ouvert à la fois. Une autre option consiste à empiler deux ou plusieurs transmetteurs en parallèle sur le même élément, l'un pour 1 à 10 %, l'autre pour 10 à 100 % de la pleine échelle (FS) d/p produite. Ces deux techniques sont lourdes et coûteuses. Les transmetteurs intelligents offrent une meilleure option.
La précision des transmetteurs intelligents est généralement indiquée comme étant de ±0,1 % CS, ce qui inclut uniquement les erreurs dues à l'hystérésis, à la gamme et à la linéarité. Les erreurs potentielles dues à la dérive, à la température, à l'humidité, aux vibrations, au dépassement de plage, aux interférences radioélectriques et aux variations d'alimentation électrique sont toutes exclues. Si on les inclut, l'imprécision est d'environ 0,2 % CS. Étant donné que les transmetteurs intelligents d/p peuvent, sur la base de leurs propres mesures, basculer automatiquement entre deux plages calibrées (l'une pour 1-10 %, l'autre pour 10-100 % de FS d/p), il devrait être possible d'obtenir des installations à orifice avec une imprécision AR de 1 % sur une plage de débit de 10:1.
Dans la plupart des applications de mesure de débit, la densité n'est pas mesurée directement. On suppose plutôt qu'elle a une valeur normale. Si la densité s'écarte de cette valeur supposée, il en résulte une erreur. L'erreur de densité peut être corrigée si elle est mesurée directement ou indirectement en mesurant la pression dans les gaz ou la température dans les liquides. Il existe également des logiciels de calcul de débit qui acceptent les entrées du transmetteur d/p et des autres capteurs et peuvent calculer simultanément le débit massique et volumétrique.
Afin de minimiser les erreurs (et la nécessité d'une correction de la densité) lors du traitement de fluides compressibles, le rapport entre la pression différentielle (h) et la pression amont (P) ne doit pas dépasser 0,25 (mesuré dans les mêmes unités techniques).
Les erreurs de mesure dues à une installation incorrecte de l'élément primaire peuvent être importantes (jusqu'à 10 %). Ces erreurs peuvent être dues à l'état des sections de tuyaux raccordées, à des tronçons de tuyaux droits insuffisants et à des erreurs de conception des prises de pression et des conduites d'alimentation.
Dans des conditions de débit turbulent, jusqu'à 10 % du signal d/p peut être constitué de bruit causé par des perturbations provenant des vannes et des raccords, en amont et en aval de l'élément, ainsi que par l'élément lui-même. Dans la plupart des applications, l'amortissement fourni par les cellules d/p est suffisant pour filtrer le bruit. Les bruits importants peuvent être réduits en utilisant deux ou plusieurs prises de pression connectées en parallèle des deux côtés de la cellule d/p.
Les pompes à mouvement alternatif ou les compresseurs peuvent provoquer un débit pulsé. Ces pulsations peuvent être réduites en éloignant le débitmètre de la source des pulsations ou en le plaçant en aval de filtres ou d'autres instruments d'amortissement. Des dispositifs d'amortissement des pulsations peuvent également être installés au niveau des prises de pression, ou un logiciel d'amortissement peut être appliqué au signal de sortie de la cellule d/p. L'un de ces filtres est l'algorithme dérivé inverse, qui bloque tout taux de variation plus rapide que le taux de variation du débit du processus.
Tuyauterie, Installation & Entretien & Service
Les directives d'installation sont publiées par diverses organisations professionnelles (ISA, ANSI, API, ASME, AGA) et par les fabricants de modèles propriétaires. Ces directives comprennent des recommandations telles que :
Afin que le profil de vitesse se développe pleinement (et que la chute de pression soit prévisible), des tronçons de tuyau droits sont obligatoires en amont et en aval de l'élément d/p. La longueur du tronçon droit obligatoire dépend à la fois du rapport bêta de l'installation et de la nature des composants en amont dans la canalisation. Par exemple, lors de la précéденce d'un coude à 90° unique par rapport à une plaque à orifice, la longueur de tuyau droit requise varie de 6 à 20 diamètres de tuyau, le rapport de diamètre passant de 0,2 à 0,8.
Afin de réduire la longueur de tuyau droit obligatoire, des redresseurs de débit (Schéma 3) tels que des faisceaux de tubes, des plaques perforées ou des languettes internes peuvent être installés en amont de l'élément primaire.
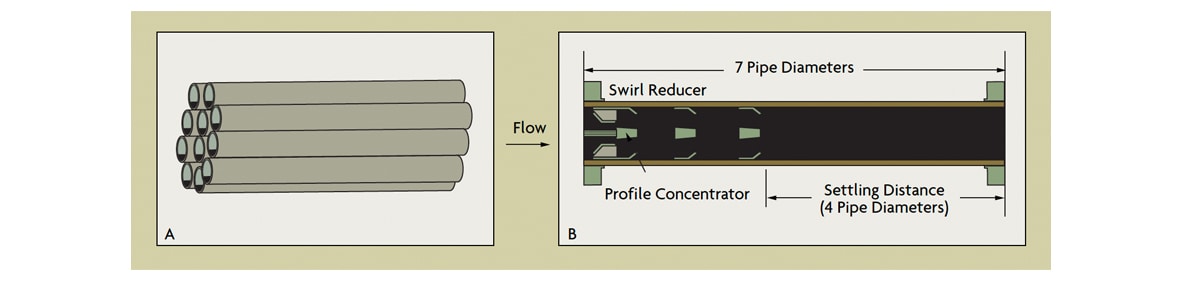 Figure 3 : Redresseurs de débit installés en amont de l'élément primaire
Figure 3 : Redresseurs de débit installés en amont de l'élément primaire La taille et l'orientation des prises de pression dépendent à la fois de la taille du tuyau et du type de fluide de traitement. Le diamètre maximal recommandé pour les trous de prise de pression dans le tuyau ou la bride est de 1/4 po pour les tuyaux de moins de 2 po de diamètre, de 3/8 po pour les tuyaux de 2 et 3 po, de 1/2 po pour les tuyaux de 4 à 8 po et de 3/4 po pour les tuyaux plus grands. Les deux prises doivent avoir le même diamètre et, où le trou traverse la surface intérieure du tuyau, il doit être carré, sans rugosité, bavures ou arêtes vives. Les raccordements aux trous de pression doivent être réalisés à l'aide de raccords, de coupleurs ou d'adaptateurs soudés à la surface extérieure du tuyau.
Sur les installations où le fluide de process peut obstruer les trous de pression ou se gélifier ou geler dans les conduites d'alimentation, des protecteurs de joints chimiques peuvent être utilisés. Les dimensions des raccords sont généralement plus grandes (les éléments d'étanchéité peuvent également être fournis avec des extensions de membrane) et, en raison de l'espace requis, ils sont généralement installés à des emplacements de « prise radiale » ou de « prise de tuyau », comme le montre la figure 4. Lorsqu'il s'agit de joints chimiques, il est important que les deux capillaires de raccordement, lorsqu'ils sont acheminés vers la cellule d/p, soient soumis à la même température et protégés du soleil.
 Figure 4 : Emplacements possibles pour la prise de pression différentielle
Figure 4 : Emplacements possibles pour la prise de pression différentielle Le transmetteur d/p doit être placé aussi près que possible de l'élément primaire. Les conduites d'alimentation doivent être aussi courtes que possible et avoir le même diamètre. Dans le cas d'un liquide propre, le diamètre minimum est de 0,4 pouce. Dans le cas de vapeur, les conduites d'alimentation horizontales doivent être aussi courtes que possible et inclinées (avec une pente minimale de 1 pouce/pièce par rapport à la tuyauterie) vers le robinet, afin que le condensat puisse s'écouler dans la conduite. Là encore, les deux conduites doivent être exposées aux mêmes conditions ambiantes et protégées de la lumière du soleil. Dans le cas d'un liquide ou d'un gaz propre, les conduites peuvent être purgées par les raccords de purge ou de vidange de la cellule d/p, et elles doivent être rincées pendant plusieurs minutes afin de supprimer tout l'air qu'elles contiennent. L'air emprisonné peut provoquer un décalage de l'étalonnage du zéro.
Les pots d'étanchéité se trouvent sur la branche humide dans les installations de cellules d/p à petite plage (moins de 10 pouces H20) afin de minimiser la variation de niveau dans les branches. Dans les applications à vapeur, il est recommandé d'utiliser des tés de remplissage pour garantir une hauteur égale des branches de condensat des deux côtés de la cellule d/p. Si, pour une raison quelconque, les deux branches ne sont pas de hauteur égale, la cellule d/p peut être biaisée pour annuler la différence tant que celle-ci ne change pas.
Si la température du processus dépasse la température maximale de la cellule d/p, il faut soit utiliser des joints chimiques, soit prévoir des conduites suffisamment longues pour refroidir le fluide. Si une forte baisse de température est obligatoire, une section de tube enroulé (pigtail) peut être installée dans les conduites d'alimentation afin de refroidir les liquides de process.
La fréquence d'inspection ou de remplacement d'un élément primaire dépend de la nature érosive et corrosive du process et de la précision globale requise. En l'absence d'expérience précédente, la plaque à orifice peut être supprimée pour inspection au cours des trois, six et douze premiers mois de son fonctionnement. Sur la base d'une inspection visuelle de la plaque, un cycle d'entretien raisonnable peut être extrapolé à partir des résultats. Les orifices utilisés pour les calculs de bilan matière doivent suivre le même cycle d'entretien.


Qu'est-ce qu'un anémomètre et que mesure-t-il ? Présentation de la mesure de la vitesse de l'air