 Sensor de temperatura HANI de Omega
Sensor de temperatura HANI de Omega En todas las etapas de la producción, desde el procesamiento inicial hasta la entrega final del producto al cliente, es esencial aplicar prácticas adecuadas de higiene y desinfección en la industria láctea. La exposición a condiciones de procesamiento antihigiénicas puede poner en riesgo de contaminación a los productos lácteos; microbios como Salmonella, Campylobacter jejuni, Listeria monocyogenes y Yersinia enterocolitica (por nombrar solo algunos) pueden causar enfermedades graves a los consumidores.
Para mantener los estándares de higiene necesarios en el procesamiento de productos lácteos, se recomienda a los gestores y operadores de sistemas que utilicen equipos modernos, con certificación 3A cuando sea necesario, así como medidas de supervisión avanzadas. Mientras que en el pasado la limpieza se realizaba manualmente, en la industria láctea se ha convertido en una práctica habitual el uso de sistemas automatizados de limpieza in situ (CIP) para limpiar y mantener los equipos de procesamiento.
 Sistema CIP
Sistema CIP ¿Qué es un sistema CIP?
Los sistemas CIP bombean soluciones de limpieza y desinfección a través de las tuberías de un sistema de procesamiento de productos lácteos, lo que permite una limpieza y desinfección eficaces de todas las superficies internas del equipo sin necesidad de desmontarlo. Los sistemas CIP automatizados minimizan los errores causados por el factor humano, reducen los costosos tiempos de inactividad y aumentan la consistencia de la calidad del producto.
Aunque cada sistema CIP es único (los elementos, la secuencia y la duración varían en función de cada sistema de procesamiento individual), el ciclo básico de limpieza CIP consta de 5 pasos:
- Preenjuague: Se hace pasar agua desionizada (DI) que ha sido procesada mediante ósmosis inversa (RO) por el sistema para hacer el interior húmedo y eliminar los residuos restantes.
- Lavado cáustico: Se hace pasar sosa cáustica (hidróxido de sodio), con una concentración de entre el 0,5 % y el 2,0 %, por el sistema para ablandar las grasas. El rango de temperaturas objetivo es de entre 60 °C y 85 °C (140 °F y 185 °F).
- Aclarado intermedio: Se hace circular agua fresca por el sistema para eliminar cualquier residuo restante del lavado cáustico.
- Aclarado final: Se vuelve a hacer pasar agua desionizada y osmotizada.
- Aclarado desinfectante: Se utiliza ácido peracético (PAA) para eliminar los microorganismos antes de que el sistema se utilice para la siguiente tanda de producción.
- Sistemas de recuperación de producto (o «pigging»): Se envía un proyectil a través del sistema de proceso para expulsar el producto residual.
- Lavados con ácido: Se hace pasar un ácido (normalmente ácido nítrico) por el sistema para eliminar los restos de leche (también conocidos como «incrustaciones de leche»). Rango de temperaturas*
- Air Blows: CIP compatible air blows are used to remove moisture remaining in the system after the final rinse step.
Obstáculos para la implementación del sistema CIP: control de la temperatura
Aunque los sistemas CIP automatizados son increíblemente beneficiosos para cualquier sistema de producción láctea, existen algunos obstáculos inevitables a la hora de implementarlos.
Uno de estos obstáculos problemáticos es obtener el control preciso de la temperatura requerido para que el proceso CIP sea eficaz. Durante las distintas etapas de un sistema CIP, antes de enviarse al equipo, los agentes de limpieza CIP deben calentarse hasta el rango de temperatura correcto para que puedan limpiar a fondo las superficies interiores del equipo de procesamiento lácteo. Además, la temperatura de los agentes de limpieza CIP se mide una vez más cuando salen del equipo y entran en la línea de retorno; esta medición se realiza para garantizar que se ha mantenido el umbral de temperatura de los agentes de limpieza CIP mientras circulaban por el equipo.
Para obtener la precisión necesaria para una implementación eficaz del CIP, los operadores y gerentes de procesamiento de la industria láctea han recurrido durante mucho tiempo a sensores invasivos de inmersión, como termopares y RTD. Sin embargo, estas sondas del sensor de temperatura en tuberías, así como sus termopozos protectores (a menudo necesarios), crean algunos problemas de funcionamiento importantes.
Estas sondas del sensor invasivas:
- Son difíciles y lentas de instalar, ya que requieren medidas de instalación invasivas, como cortes, perforaciones y soldaduras, lo que provoca costosos tiempos de inactividad.
- Son limitadas en donde pueden ser instaladas dentro del sistema, ya que la instalación puede ser prohibida por desafíos en el diseño y la distribución del sistema. Y una vez que se instala un sensor en una ubicación concreta, es difícil y lleva mucho tiempo moverlo a otra ubicación dentro del sistema.
- Son propensas a la acumulación de medios que pueden causar la deriva del sensor: los medios semisólidos, comunes en la industria láctea, pueden causar la acumulación de partículas alrededor de una sonda del sensor o un termopozal dentro de una tubería. Esta acumulación puede provocar una pérdida de precisión. Presentan un grave riesgo de contaminación: la acumulación de medios mencionada anteriormente puede provocar la contaminación del producto, algo que, como saben todos los profesionales de la industria láctea, debe evitarse.
- Bloquean la trayectoria del proyectil «pig» en un sistema de limpieza con pig: las sondas del sensor dentro de la tubería que requieren los sensores de temperatura de inmersión impiden el paso del proyectil «pig».
- Block the path of the ‘pig’ projectile in a pigging system – the in-pipe sensor probes that immersion temperature sensors require prevent the ‘pig’ projectile.
Los sensores de temperatura de inmersión y sus sondas del sensor invasivas dentro de la tubería se han tolerado durante mucho tiempo en la industria láctea (y en muchas otras industrias) para su uso en el proceso CIP debido a su alta precisión. Simplemente no había otra opción, y la monitorización de la temperatura es muy importante cuando se trata de limpiar y desinfectar equipos.
Pero ahora, con el nuevo y galardonado Sensor de temperatura de abrazadera HANI™ de Omega, hay otra opción. Los sensores HANI, que utilizan múltiples sensores y un algoritmo patentado, son tan precisos como los sensores invasivos de inmersión y, como no requieren ningún tipo de sonda del sensor en tubería, son ideales para la monitorización de la temperatura CIP.
4 formas en que los sensores HANI mejoran la implementación y el rendimiento del CIP en la producción láctea:
1. Los sensores HANI son completamente no invasivos y tienen una instalación en segundos. Simplemente se fijan al exterior de la tubería deseada y son capaces de medir la temperatura dentro de esa tubería con precisión en cuestión de segundos. Como no es necesario introducir nada en la tubería (ni sondas de sensores, ni termopozos, ni nada), no hay necesidad de cortar, soldar o perforar una tubería para instalar un sensor de temperatura de abrazadera HANI™. Esto significa que se eliminan por completo todos los costosos tiempos de inactividad relacionados con las medidas de instalación invasivas.
HANI sensors, as their name implies (High-Accuracy, Non-Invasive), are completely non-invasive. They simply clamp to the outside of a desired pipe, and they are capable of measuring the temperature inside that pipe, accurately, in seconds. Because nothing needs to go in the pipe – no sensor probes, no thermowells, nothing – there’s no need to cut into, weld onto, or drill into a pipe to install a HANI sensor. Which means all the costly downtime related to invasive installation measures are completely eliminated.
Además, los sensores HANI son muy precisos. De hecho, la tecnología de sensores y el algoritmo patentado de Omega habilitan que los sensores HANI ofrezcan una precisión (±0,5 °C = ±0,9 °F) y un tiempo de respuesta (t63 = 5 s) comparables a los de los termopares y RTD que los productores lácteos utilizan a regañadientes.
2. HANI Sensors Provide Needed Versatility
A menudo, cuando las áreas de los sistemas de procesamiento de productos lácteos son de difícil acceso (o si el costoso proceso de instalación de sensores en tuberías no es una opción realista), las temperaturas para el proceso CIP se estiman en lugar de medirse. O bien, para garantizar que se cumplan las especificaciones de temperatura, los sistemas CIP se hacen funcionar al máximo.
Sin embargo, los sensores HANI se pueden conectar rápidamente para realizar mediciones precisas in situ, lo que elimina por completo cualquier posible coste de instalación. Estos sensores, que son compactos y extremadamente versátiles en su diseño, se fijan a la tubería deseada y el mecanismo de cierre rápido ajusta automáticamente la tensión al diámetro de la tubería especificado.
Además, si se necesitan mediciones de temperatura en diferentes lugares del sistema CIP en diferentes momentos, basta con desenganchar el sensor de temperatura de abrazadera HANI™ y trasladarlo al lugar necesario. El mismo sensor HANI, por ejemplo, se puede utilizar para medir tanto la temperatura de la solución de sosa cáustica durante la etapa de lavado cáustico del proceso CIP como la solución de ácido nítrico durante un lavado ácido.
3. Los sensores HANI eliminan los riesgos de deriva y contaminación de los sensores

Durante la producción diaria de productos lácteos, los residuos de los medios de proceso (de productos como el yogur, la leche y la mantequilla), así como las posibles inclusiones dentro de esos medios, pueden acumularse alrededor de las sondas del sensor, los pozos termométricos o incluso en los huecos de los Racores en T. Esta acumulación puede provocar una deriva del sensor, lo que da lugar a una pérdida de precisión. Incluso con el sistema de limpieza más robusto, estas acumulaciones pueden provocar el crecimiento de bacterias y, en última instancia, una posible contaminación.
Los sensores HANI, al ser completamente no invasivos, no requieren ningún contacto directo con los medios. Simplemente se fijan al exterior de una tubería y pueden comenzar a medir la temperatura de los medios dentro de la tubería con precisión en cuestión de segundos. No se necesitan sondas del sensor, y la ausencia de contacto significa que no hay riesgo de contaminación, ni de desviación del sensor, ni de obstrucción de los tubos, ni de reducción del flujo y, lo que es más importante, no se desperdicia producto.
4. ¡Los sensores HANI permiten que el «pig» vuele!
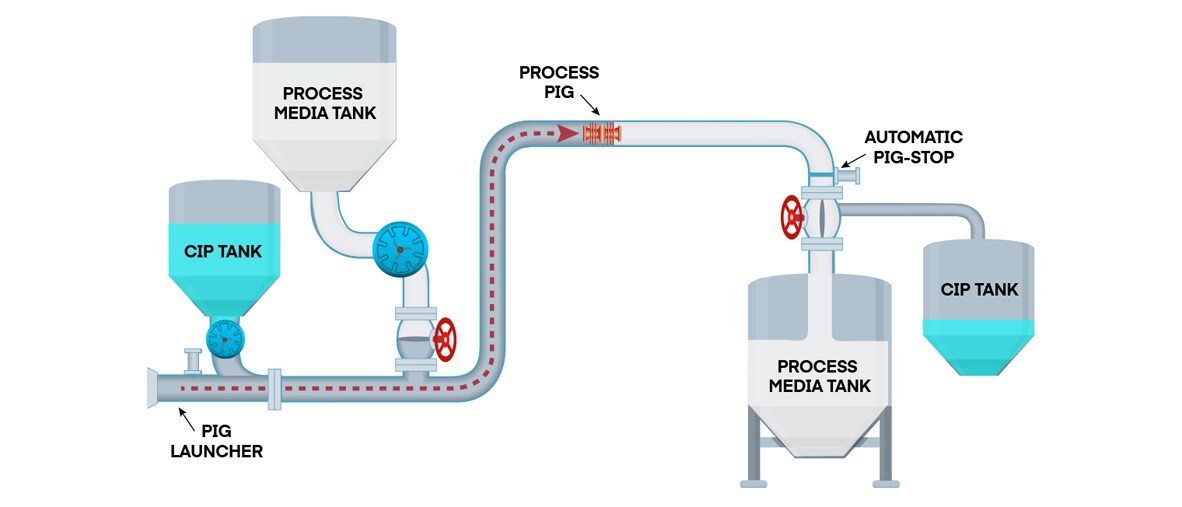
Con el fin de aumentar el rendimiento de los productos y reducir los costes en industrias manufactureras como la producción láctea, se utilizan sistemas de recuperación de productos, o «pigging», para recuperar cualquier producto residual que quede en el sistema de tuberías. Un sistema de pigging consiste en el «pig», que es un proyectil o tapón sólido con un diámetro ligeramente mayor que la tubería o el conducto que transporta el líquido. El «pig» se introduce en la tubería y se empuja a través de ella, arrastrando consigo todo el producto residual.
Sin embargo, aunque un sistema de pigging es eficaz para reducir la cantidad de tiempo, agua, productos químicos, mano de obra y energía necesarios para hacer funcionar un sistema CIP, los sensores de temperatura invasivos que se instalan en la tubería para controlar la temperatura se convierten en un problema. Estas sondas sensoriales, así como los termopozos protectores instalados para alojarlas, obstaculizan el «pig», lo que hace que el proceso sea imposible sin retirarlas primero. Y el resultado inevitable es un costoso tiempo de inactividad adicional.
Dado que los sensores HANI son completamente no invasivos, el sistema de recuperación de productos puede funcionar sin necesidad de retirar nada del sistema. En pocas palabras, no hay nada que «bloquee al pig».


¿Qué es un calentador de inmersión? Tipo de elementos calefactores de inmersión ¿Qué es un calentador de inmersión?

¿Qué es un calentador eléctrico industrial? ¿Qué es un calentador industrial?