 Capteur de température HANI d'Omega
Capteur de température HANI d'Omega À chaque étape de la production, du traitement initial à la livraison finale du produit au client, il est essentiel de respecter des pratiques d'hygiène et de désinfection appropriées dans l'industrie laitière. L'exposition à des conditions de transformation non hygiéniques peut exposer les produits laitiers à un risque de contamination ; des microbes tels que Salmonella, Campylobacter jejuni, Listeria monocyogenes et Yersinia enterocolitica (pour n'en citer que quelques-uns) peuvent provoquer des maladies graves chez les consommateurs.
Afin de respecter les normes d'hygiène nécessaires dans la transformation des produits laitiers, il est recommandé aux gestionnaires et aux opérateurs des systèmes d'utiliser des équipements modernes, certifiés 3A si nécessaire, ainsi que des mesures de surveillance avancées. Alors que dans le passé, le nettoyage était effectué manuellement, l'utilisation de systèmes automatisés de nettoyage en place (CIP) pour nettoyer et entretenir les équipements de transformation est devenue une pratique courante dans l'industrie laitière.
 Système CIP
Système CIP Qu'est-ce qu'un système CIP ?
Les systèmes CIP pompent des solutions de nettoyage et de désinfection à travers le circuit de tuyauterie d'un système de transformation laitière, ce qui permet un nettoyage et une désinfection efficaces de toutes les surfaces internes des équipements sans qu'il soit nécessaire de les démonter. Les systèmes CIP automatisés minimisent les erreurs humaines, réduisent les temps d'arrêt coûteux et améliorent la qualité constante des produits.
Bien que chaque système CIP soit unique (les éléments, la séquence et la durée varient en fonction de chaque système de transformation), le cycle de nettoyage CIP de base comprend 5 étapes :
- Pré-rinçage : de l'eau déionisée (DI) traitée par osmose inverse (RO) est acheminée dans le système afin d'humidifier l'intérieur et de supprimer les résidus restants.
- Lavage caustique : de la soude caustique (hydroxyde de sodium) – à une concentration comprise entre 0,5 et 2,0 % – est acheminée à travers le système afin de ramollir les graisses. La plage de température cible est comprise entre 60 °C et 85 °C (140 °F et 185 °F).
- Rinçage intermédiaire : de l'eau fraîche est acheminée dans le système afin d'éliminer tout résidu provenant du lavage caustique.
- Rinçage final : un autre rinçage à l'eau déionisée et osmosée est effectué.
- Rinçage désinfectant : de l'acide peracétique (PAA) est utilisé pour tuer les micro-organismes avant que le système ne soit utilisé pour son prochain cycle de production.
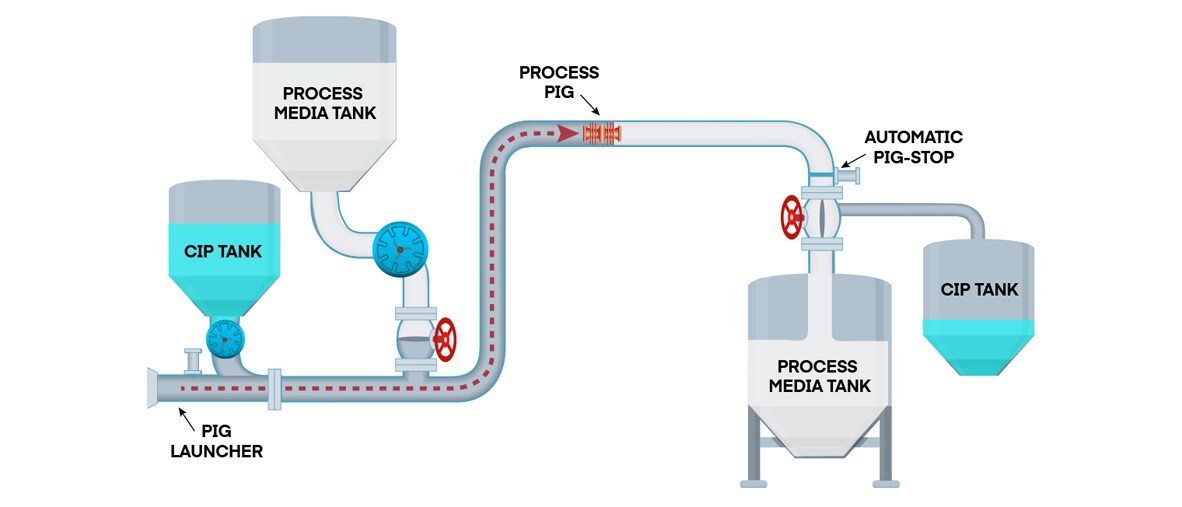
- Systèmes de récupération des produits (ou « raclage ») : Un projectile est envoyé à travers le système de traitement pour expulser les résidus de produit.
- Lavage à l'acide : un acide (le plus souvent de l'acide nitrique) est injecté dans le système pour supprimer les dépôts de lait (également appelés « tartre de lait »). La plage de température cible est comprise entre 54,4 °C et 65,5 °C (130 °F et 150 °F).
- Soufflage d'air : un soufflage d'air compatible avec le CIP est utilisé pour éliminer l'humidité restante dans le système après l'étape de rinçage final.
Obstacles à la mise en œuvre d'un système CIP – Surveillance de la température
Si les systèmes CIP automatisés sont extrêmement avantageux pour tout système de production laitière, leur mise en œuvre se heurte à certains obstacles inévitables.
L'un de ces obstacles problématiques est l'obtention d'une surveillance précise de la température, obligatoire pour l'efficacité du processus CIP. Au cours des différentes étapes d'un système CIP, avant d'être envoyés dans l'équipement, les agents de nettoyage CIP doivent être chauffés à la bonne plage de température afin de pouvoir nettoyer en profondeur les surfaces intérieures des équipements de transformation laitière. De plus, la température des agents de nettoyage CIP est mesurée une nouvelle fois lorsqu'ils quittent l'équipement et entrent dans la conduite de retour. Cette mesure est effectuée afin de s'assurer que le seuil de température des agents de nettoyage CIP a été maintenu pendant leur passage dans l'équipement.
Afin d'obtenir la précision nécessaire à une mise en œuvre efficace du CIP, les opérateurs et les gestionnaires de la transformation dans l'industrie laitière ont longtemps eu recours à des capteurs à immersion invasifs, tels que des thermocouples et des RTD. Cependant, ces sondes de température intégrées aux tuyaux, ainsi que leurs puits thermométriques de protection (souvent nécessaires), posent des problèmes de fonctionnement majeurs.
Ces capteurs invasifs :
- sont difficiles et longs à installer, car ils nécessitent des mesures d'installation invasives, notamment des découpes, des perçages et des soudures, qui entraînent tous des temps d'arrêt coûteux
- peuvent être limités dans les endroits où ils peuvent être installés au sein du système, leur installation pouvant être interdite en raison de difficultés liées à la conception et à la disposition du système ; Et une fois qu'un capteur est installé à un endroit particulier, il est difficile et long de le déplacer vers un autre endroit du système.
- sont sujettes à l'accumulation de fluides qui peut entraîner une dérive du capteur : les fluides semi-solides, courants dans l'industrie laitière, peuvent provoquer une accumulation de particules autour d'une sonde du capteur ou d'une sonde thermométrique installées dans un tuyau. Cette accumulation peut entraîner une perte de précision. Ils présentent un risque sérieux de contamination : l'accumulation de fluide mentionnée ci-dessus peut entraîner une contamination du produit, ce qui, comme le savent tous les professionnels de l'industrie laitière, doit être évité.
- Ils bloquent le passage du « racleur » dans un système de raclage : les sondes de température à immersion nécessitent des sondes de température intégrées dans les tuyaux, ce qui empêche le passage du « racleur ».
- Block the path of the ‘pig’ projectile in a pigging system – the in-pipe sensor probes that immersion temperature sensors require prevent the ‘pig’ projectile.
Les sondes de température à immersion et leurs sondes de température intégrées dans les tuyaux ont longtemps été tolérées dans l'industrie laitière (et dans de nombreuses autres industries) pour une utilisation dans le processus CIP en raison de leur précision élevée. Il n'y avait tout simplement pas d'autre option, et la surveillance de la température est essentielle lorsqu'il s'agit de nettoyer et de désinfecter les équipements.
Mais aujourd'hui, grâce au nouveau capteur de température à collier HANI™ à précision élevée et non invasif d'Omega, primé à plusieurs reprises, il existe une alternative. Les capteurs HANI, qui utilisent plusieurs capteurs et un algorithme propriétaire, sont aussi précis que les capteurs invasifs à immersion et, comme ils ne nécessitent aucune sonde du capteur invasive dans les tuyaux, ils sont idéaux pour la surveillance de la température CIP.
4 façons dont les capteurs HANI améliorent la mise en œuvre et les performances du CIP dans la production laitière :
1. Les capteurs HANI sont totalement non invasifs et ont une installation en quelques secondes. Ils se fixent simplement à l'extérieur du tuyau souhaité et sont capables de mesurer la température à l'intérieur de ce tuyau avec précision, en quelques secondes. Comme rien ne doit être inséré dans le tuyau (ni sonde, ni puits thermométrique, ni quoi que ce soit d'autre), il n'est pas nécessaire de couper, de souder ou de percer le tuyau pour installer un capteur HANI non invasif haute précision. Cela signifie que tous les temps d'arrêt coûteux liés aux mesures d'installation invasives sont complètement éliminés.
HANI sensors, as their name implies (High-Accuracy, Non-Invasive), are completely non-invasive. They simply clamp to the outside of a desired pipe, and they are capable of measuring the temperature inside that pipe, accurately, in seconds. Because nothing needs to go in the pipe – no sensor probes, no thermowells, nothing – there’s no need to cut into, weld onto, or drill into a pipe to install a HANI sensor. Which means all the costly downtime related to invasive installation measures are completely eliminated.
Les capteurs HANI sont également très précis. En effet, la technologie des capteurs et l'algorithme propriétaire d'Omega permettent aux capteurs HANI d'offrir une précision (±0,5 °C = ±0,9 °F) et des temps de réponse (t63 = 5 sec) comparables à ceux des thermocouples et des RTD que les producteurs laitiers utilisent à contrecœur.
2. Les capteurs HANI offrent la polyvalence nécessaire
Souvent, lorsque certaines zones des systèmes de transformation laitière sont difficiles d'accès (ou si le processus coûteux d'installation de capteurs dans les tuyaux n'est pas une option réaliste), les températures pour le processus CIP sont estimées plutôt que mesurées. Ou bien, pour s'assurer que les spécifications de température sont respectées, les systèmes CIP fonctionnent à leur maximum.
Les capteurs HANI, en revanche, peuvent être rapidement fixés pour une mesure précise et immédiate, éliminant ainsi tout coût d'installation potentiel. Ces capteurs, compacts et extrêmement polyvalents, se fixent à l'aide d'une pince sur la conduite souhaitée et le mécanisme de verrouillage rapide règle automatiquement la tension en fonction du diamètre de la conduite.
Et si des mesures de température sont nécessaires à différents endroits du système CIP à différents moments, il suffit de détacher le capteur HANI™ et de le déplacer à l'endroit souhaité. Le même capteur HANI peut, par exemple, être utilisé pour mesurer à la fois la température de la solution de soude caustique pendant la phase de lavage caustique du processus CIP et celle de la solution d'acide nitrique pendant un lavage acide.
3. Les capteurs HANI éliminent les risques de dérive et de contamination des capteurs

Au cours de la production laitière quotidienne, les résidus de produits tels que le yaourt, le lait et le beurre, ainsi que les inclusions potentielles dans ces résidus, peuvent s'accumuler autour des sondes des capteurs, des puits thermométriques ou même dans les cavités des raccords en T. Cette accumulation peut entraîner une dérive du capteur, ce qui se traduit par une perte de précision. Même avec le système de nettoyage le plus robuste qui soit, ces accumulations peuvent entraîner la prolifération de bactéries et, à terme, une contamination potentielle.
Les capteurs HANI, étant totalement non invasifs, ne nécessitent aucun contact direct avec le fluide. Ils se fixent simplement à l'extérieur d'un tuyau et peuvent commencer à mesurer la température du fluide à l'intérieur du tuyau, avec précision, en quelques secondes. Aucune sonde du capteur n'est nécessaire, et l'absence de contact signifie qu'il n'y a aucun risque de contamination, aucun risque de dérive du capteur, aucun tuyau bouché, aucune réduction du débit et, surtout, aucun gaspillage de produit.
4. Les capteurs HANI permettent au « racleur » de voler !
Afin d'augmenter le rendement des produits et de réduire les coûts dans les industries manufacturières telles que la production laitière, des systèmes de récupération des produits, ou « raclage », sont utilisés pour récupérer tout produit résiduel restant dans le système de tuyauterie. Un système de raclage se compose d'un « racleur », qui est un projectile ou un bouchon solide, dont le diamètre est légèrement supérieur à celui de la canalisation ou du tuyau qui transporte le liquide. Le « racleur » est introduit dans la canalisation et poussé à travers le tuyau, entraînant avec lui tous les résidus de produit.
Cependant, si un système de raclage est efficace pour réduire le temps, l'eau, les produits chimiques, la main-d'œuvre et l'énergie nécessaires au fonctionnement d'un système CIP, les capteurs de température invasifs nécessaires pour surveiller la température à l'intérieur des tuyaux posent problème. Ces sondes de détection, ainsi que les puits thermométriques de protection installés pour les abriter, gênent le « racleur », rendant le processus impossible sans les retirer au préalable. Il en résulte inévitablement des temps d'arrêt supplémentaires coûteux.
Les capteurs HANI étant totalement non invasifs, le système de récupération des produits peut fonctionner sans qu'il soit nécessaire de retirer quoi que ce soit du système. En termes simples, rien ne vient « bloquer le racleur ».


Qu'est-ce qu'un thermoplongeur ? Types d'éléments chauffants à immersion Qu'est-ce qu'un thermoplongeur ?

Qu'est-ce qu'un chauffage électrique industriel ? Qu'est-ce qu'un appareil de chauffage industriel ?