
Dans les applications de traitement industriel, la mesure de la température revêt souvent une importance capitale, et ce pour une multitude de motifs. Elle sert, par exemple, de paramètre de contrôle fondamental, influençant la qualité et la cohérence des produits fabriqués, l'efficacité des processus et, surtout, la sécurité. Une surveillance précise permet de s'assurer que les matériaux sont traités dans des plages de température spécifiées, ce qui évite les défauts et garantit l'intégrité des produits.
La température peut être mesurée à l'aide d'une grande variété de capteurs, qui déduisent tous la température en détectant certains changements dans une caractéristique physique. Les six types les plus susceptibles d'être utilisés par un ingénieur sont les suivants :
- Thermocouples
- Dispositifs de mesure de température à résistance
- Radiateurs infrarouges
- Dispositifs bimétalliques
- Dispositifs à expansion de liquide
- Dispositifs à changement d'état
The Workhorses
In the chemical process industries, the most commonly used temperature sensors are thermocouples, resistive devices, and infrared devices. There is widespread misunderstanding as to how these devices work and how they should be used.
Sondes de thermocouple
Considérons d'abord le thermocouple, probablement le plus utilisé et le moins compris des trois. Essentiellement, un thermocouple se compose de deux alliages reliés à une extrémité et ouverts à l'autre. La force électromotrice à l'extrémité de sortie (l'extrémité ouverte ; V1 dans le schéma 1a) est une fonction de la température T1 à l'extrémité fermée. Lorsque la température augmente, la force électromotrice augmente également.
Le thermocouple est souvent placé à l'intérieur d'un écran métallique ou céramique qui le protège de divers environnements. Les thermocouples à gaine métallique sont également disponibles avec de nombreux types de revêtements extérieurs, tels que le polytétrafluoroéthylène, pour une utilisation sans problème dans des solutions corrosives.
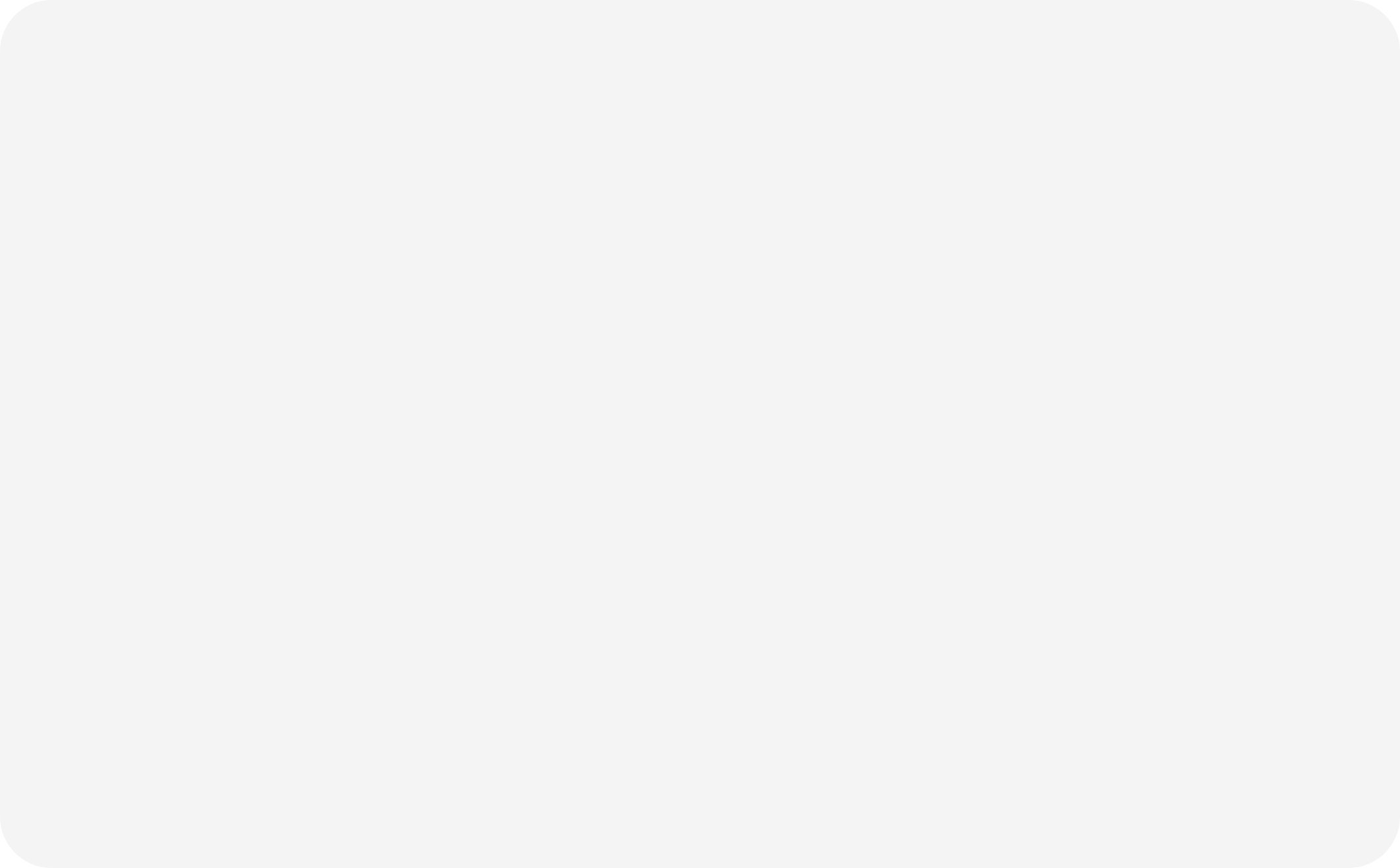
La force électromotrice à extrémité ouverte est fonction non seulement de la température à extrémité fermée (c'est-à-dire la température au point de mesure), mais aussi de la température à l'extrémité ouverte (T2 dans la figure 1a). Ce n'est qu'en maintenant T2 à une température standard que la force électromotrice mesurée peut être considérée comme une fonction directe de la charge dans T1. La norme industrielle acceptée pour T2 est de 0 °C ; par conséquent, la plupart des tableaux et graphiques partent du principe que T2 se situe à ce niveau. Dans l'instrumentation industrielle, la différence entre la température réelle à T2 et 0 °C est généralement corrigée électroniquement, au sein même de l'instrumentation. Cet ajustement de la force électromotrice est appelé correction de la jonction froide, ou CJ.
Les variations de température dans le câblage entre les extrémités d'entrée et de sortie n'affectent pas la tension de sortie, à condition que le câblage soit en alliage thermocouple ou en équivalent thermoélectrique (Figure 1a). Par exemple, si un thermocouple mesure la température dans un four et que l'instrument qui affiche la lecture se trouve à une certaine distance, le câblage entre les deux pourrait passer à proximité d'un autre four sans être affecté par sa température, à moins qu'il ne devienne suffisamment chaud pour faire fondre le fil ou modifier de manière permanente son comportement électrothermique.
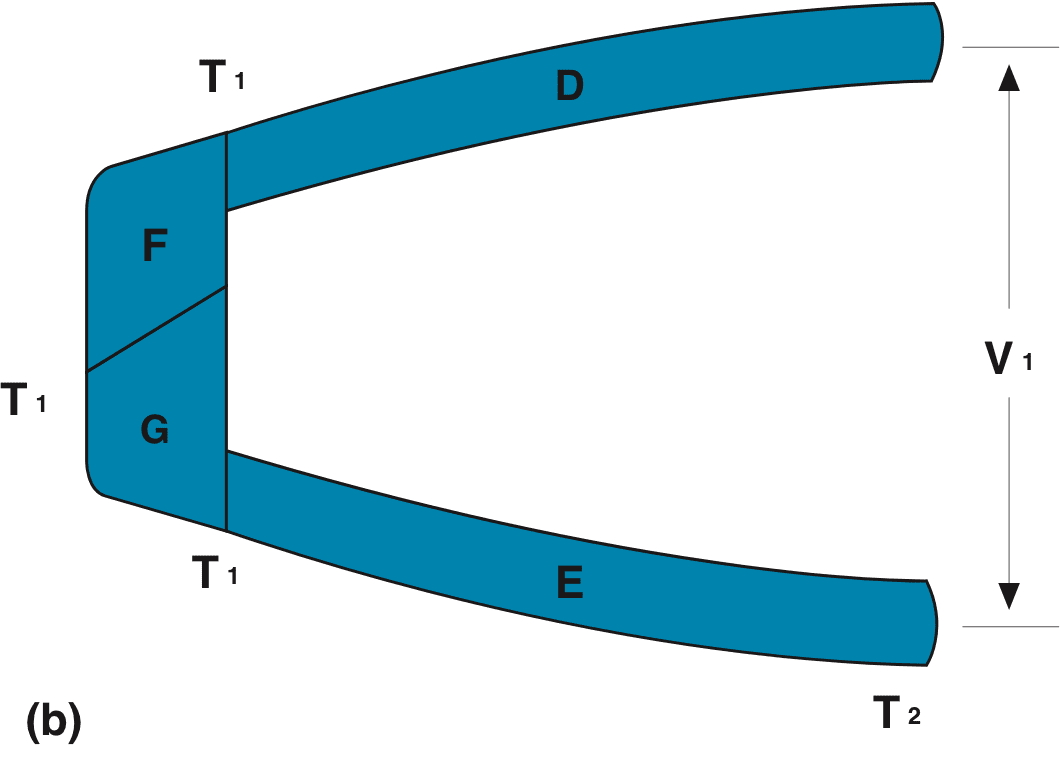
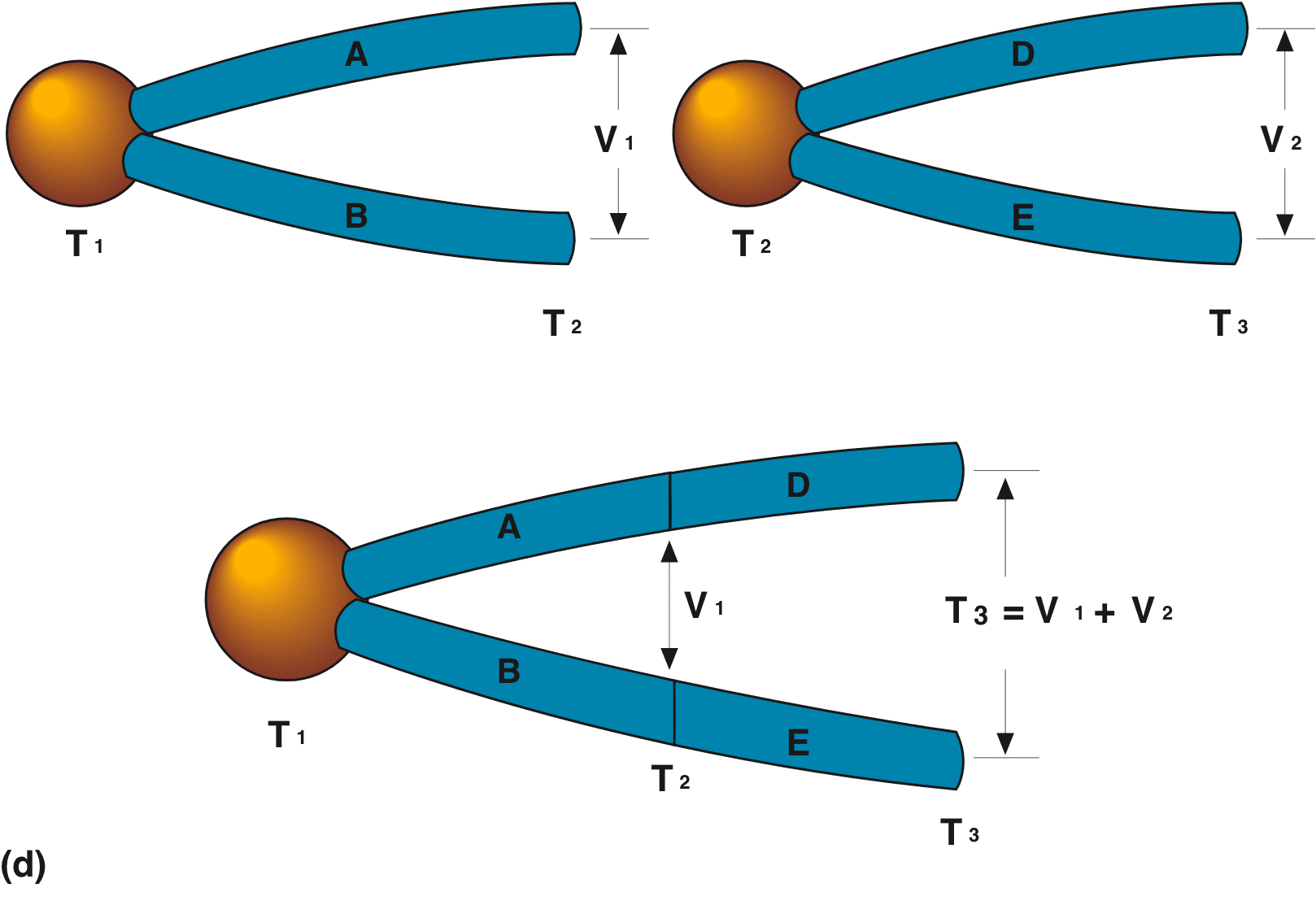
La composition de la jonction elle-même n'affecte en rien le fonctionnement du thermocouple, tant que la température T1 reste constante dans toute la jonction et que le matériau de la jonction est électriquement conducteur (Figure 1b). De même, la lecture n'est pas affectée par l'insertion d'alliages non thermocouples dans l'un ou les deux conducteurs, à condition que la température aux extrémités du matériau « parasite » soit la même (Figure 1c).
Cette capacité du thermocouple à fonctionner avec un métal parasite dans le chemin de transmission permet l'utilisation d'un certain nombre de dispositifs spécialisés, tels que les commutateurs à thermocouple. Alors que le câblage de transmission lui-même est normalement l'équivalent thermoélectrique de l'alliage du thermocouple, les commutateurs à thermocouple fonctionnant correctement doivent être fabriqués à partir d'éléments en cuivre plaqué or ou argent avec des ressorts en acier appropriés pour assurer un bon contact. Tant que les températures aux jonctions d'entrée et de sortie du commutateur sont égales, ce changement de composition n'a aucune incidence.
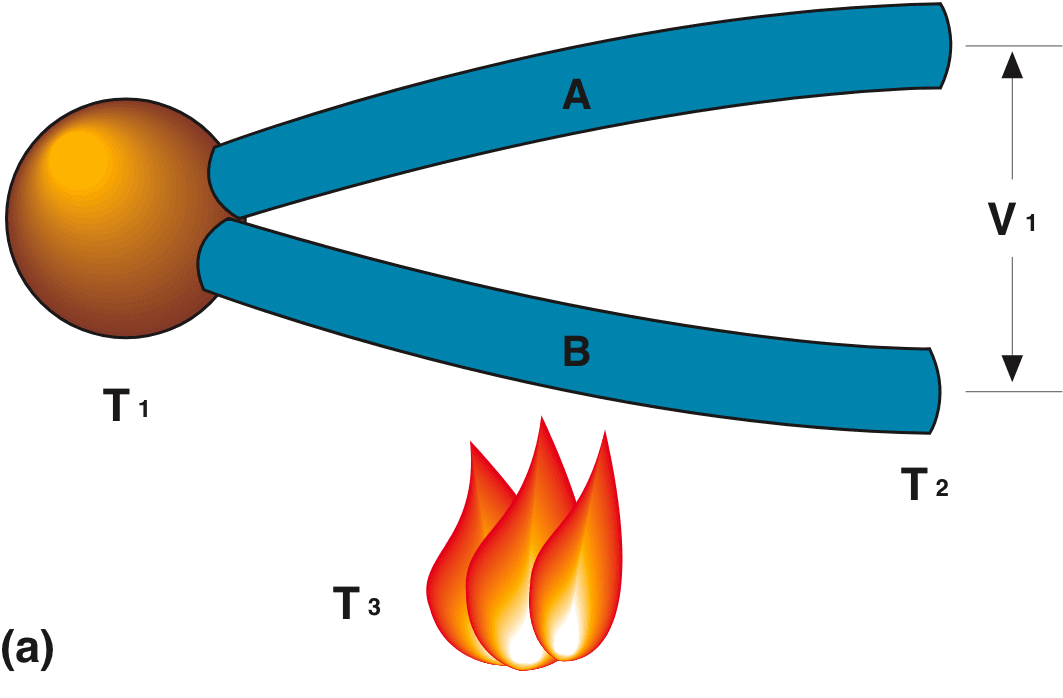
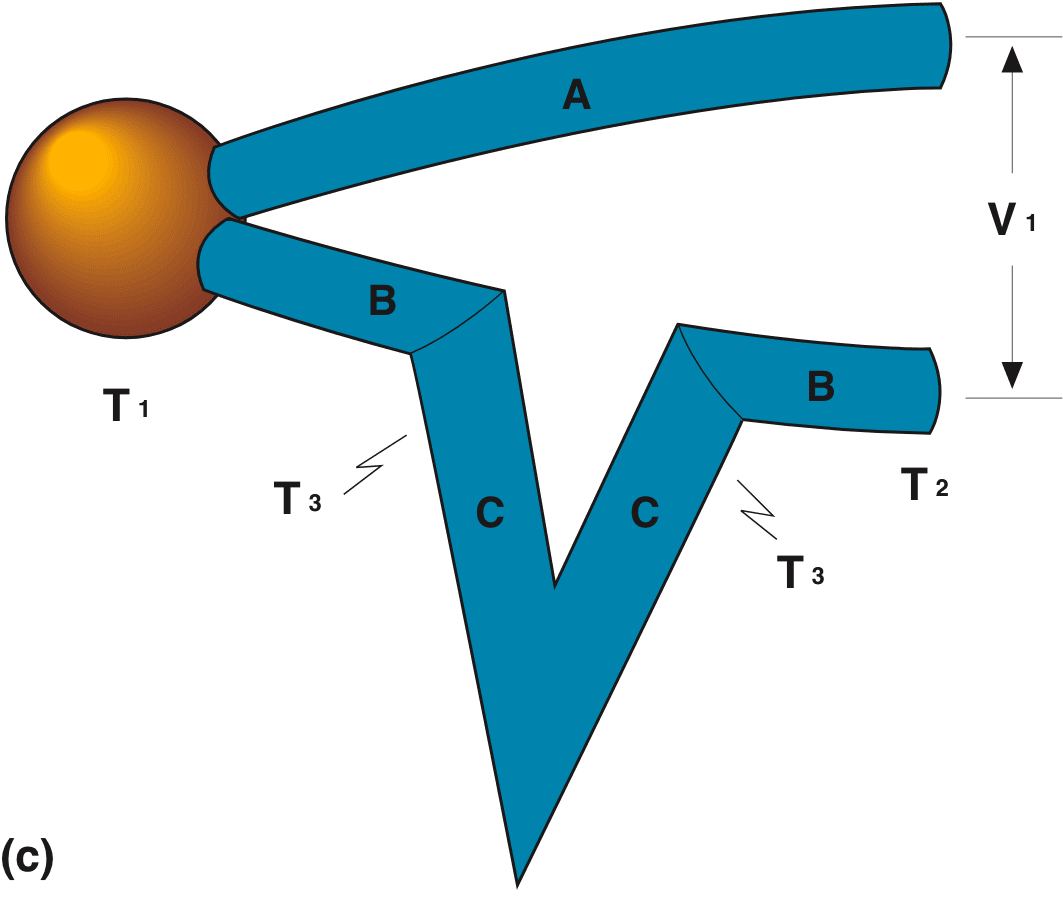
Il est important de connaître ce que l'on pourrait appeler la loi des thermocouples successifs. Parmi les deux éléments représentés dans la partie supérieure de la figure 1d, un thermocouple a T1 à l'extrémité chaude et T2 à l'extrémité ouverte. Le deuxième thermocouple a son extrémité chaude à T2 et son extrémité ouverte à T3. Le niveau de force électromotrice pour le thermocouple qui mesure T1 est V1 ; celui de l'autre thermocouple est V2. La somme des deux forces électromotrices, V1 plus V2, est égale à la force électromotrice V3 qui serait générée par le thermocouple combiné fonctionnant entre T1 et T3. En vertu de cette loi, un thermocouple désigné pour une température de référence à extrémité ouverte peut être utilisé avec une température à extrémité ouverte différente.
RTD
Un RTD typique se compose d'un fil de platine fin enroulé autour d'un mandrin et recouvert d'un revêtement protecteur. En général, le mandrin et le revêtement sont en verre ou en céramique. La pente moyenne du graphique résistance/température pour le RTD est souvent appelée valeur alpha (figure 2), alpha représentant le coefficient de température. La pente de la courbe pour un capteur donné dépend en partie de la pureté du platine qu'il contient.
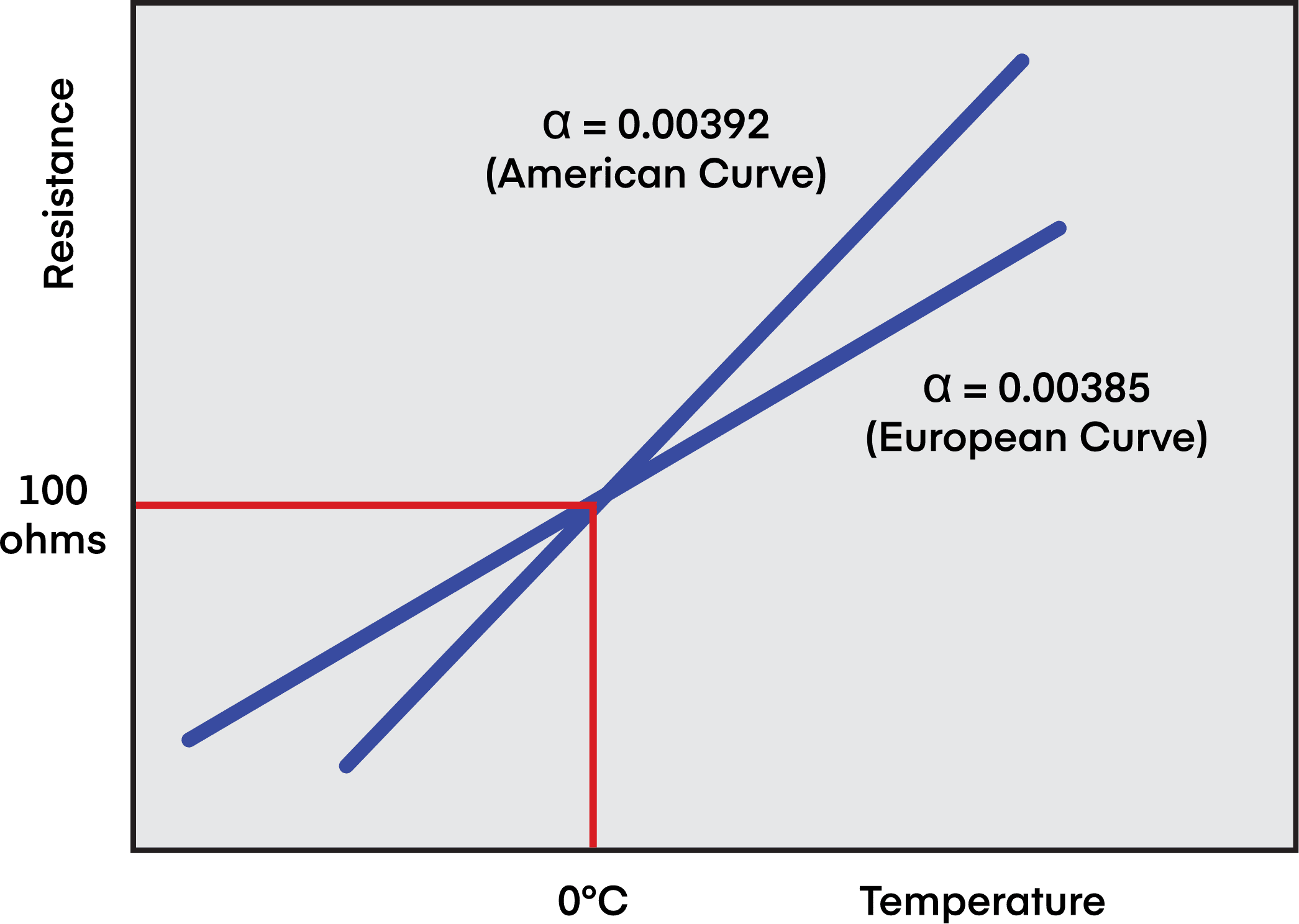

Pente standard la plus couramment utilisée, relative au platine d'une pureté et d'une composition particulières. Sa valeur est de 0,00385 (en supposant que la résistance est mesurée en ohms et la température en degrés Celsius). Une courbe de résistance en fonction de la température tracée avec cette pente est ce qu'on appelle une courbe européenne, car les RTD de cette composition ont d'abord été largement utilisés sur ce continent. Pour compliquer le tableau, il existe également une autre pente standard, relative à une composition de platine légèrement différente. Avec une valeur alpha légèrement supérieure, à 0,00392, elle suit ce que l'on appelle la courbe américaine.
Si la valeur alpha d'un RTD donné n'est pas spécifiée, elle est généralement de 0,00385. Toutefois, il est prudent de s'en assurer, en particulier si les températures à mesurer sont élevées. Ce point est mis en évidence dans la figure 2, qui montre les courbes européenne et américaine pour le RTD le plus largement utilisé, à savoir celui qui présente une résistance de 100 ohms à 0 °C.
Thermistances
La relation résistance-température d'une thermistance est négative et hautement non linéaire. Cela pose un sérieux problème aux ingénieurs qui doivent concevoir leurs propres circuits. Cependant, cette difficulté peut être atténuée en utilisant des thermistances par paires appariées, de manière à ce que les non-linéarités se compensent mutuellement. De plus, les fournisseurs proposent des indicateurs et des contrôleurs qui compensent en interne le manque de linéarité des thermistances.
Les thermistances sont généralement désignées conformément à leur résistance à 25 °C. La valeur la plus courante est 2252 ohms ; parmi les autres, on trouve 5 000 et 10 000 ohms. Sauf indication contraire, la plupart des instruments acceptent la thermistance 2252.
Capteurs à infrarouges
Ceux-ci mesurent la quantité de rayonnement émise par une surface. Toute matière émet de l'énergie électromagnétique, quelle que soit sa température. Dans de nombreux processus, cette énergie se situe dans la région infrarouge. Lorsque la température augmente, la quantité de rayonnement infrarouge et sa fréquence moyenne augmentent également.
Différents matériaux émettent à des niveaux d'efficacité différents. Cette efficacité est quantifiée par l'émissivité, un nombre décimal ou un pourcentage compris entre 0 et 1 ou 0 % et 100 %. La plupart des matériaux organiques, y compris la peau, sont très efficaces, avec une émissivité souvent supérieure à 0,95. En revanche, la plupart des métaux polis ont tendance à être des radiateurs inefficaces à température ambiante, avec une émissivité ou une efficacité souvent inférieure à 20 %.
Pour fonctionner correctement, un appareil de mesure infrarouge doit tenir compte de l'émissivité de la surface mesurée. Celle-ci peut souvent être consultée dans un tableau de référence. Cependant, il faut garder à l'esprit que les tableaux ne peuvent pas tenir compte des conditions localisées telles que l'oxydation et la rugosité de la surface. Une méthode parfois pratique pour mesurer la température par infrarouge lorsque le niveau d'émissivité n'est pas connu consiste à « forcer » l'émissivité à un niveau connu, en recouvrant la surface avec du ruban adhésif (émissivité de 95 %) ou une peinture hautement émissive.
Certaines des entrées du capteur peuvent très bien provenir d'une énergie qui n'est pas émise par l'équipement ou le matériau dont la surface est ciblée, mais qui est réfléchie par cette surface à partir d'autres équipements ou matériaux. L'émissivité concerne l'énergie rayonnée par une surface, tandis que la « réflexion » concerne l'énergie réfléchie par une autre source. L'émissivité d'un matériau opaque est un indicateur inverse de sa réflectivité : les substances qui sont de bons émetteurs ne réfléchissent pas beaucoup d'énergie incidente et ne posent donc pas de problème particulier au capteur pour déterminer les températures de surface. À l'inverse, lors de la mesure d'une surface cible dont l'émissivité n'est que de 20 %, par exemple, une grande partie de l'énergie provient d'une source proche, telle qu'un Four, à une autre température. En bref, méfiez-vous des cibles chaudes et parasites réfléchies.
Un appareil infrarouge est similaire à un appareil photo et couvre donc un certain champ de vision. Il peut, par exemple, être capable de « voir » dans un cône visuel de 1 degré ou de 100 degrés. Lors de la mesure d’une surface, assurez-vous que celle-ci remplit complètement le champ de vision. Si la surface cible ne remplit pas le champ de vision au premier abord, rapprochez-vous ou utilisez un instrument avec un champ de vision plus étroit. Ou, vous pouvez également tenir compte de la température ambiante lors de la lecture de l'instrument.
Guides de sélection
Les RTD sont plus stables que les thermocouples. En revanche, leur plage de température n'est pas aussi large : les RTD fonctionnent entre environ -250 et 850 °C (-418 et 1562 °F), tandis que les thermocouples fonctionnent entre environ -270 et 2300 °C (-457 et 4172 °F). Les thermistances ont une plage plus restrictive, étant couramment utilisées entre -40 et 150 °C (-40 et 302 °F), mais offrent une précision élevée dans cette plage.
Les thermistances et les RTD partagent une limitation très importante : ce sont des dispositifs résistifs et, par conséquent, ils fonctionnent en faisant passer un courant à travers un capteur. Même si le courant utilisé est généralement très faible, il génère une certaine quantité de chaleur et peut donc fausser la lecture de la température. Cet auto-échauffement des capteurs résistifs peut être important lorsqu'il s'agit d'un fluide immobile, car la chaleur générée est moins bien évacuée. Ce problème ne se pose pas avec les thermocouples, qui sont essentiellement des dispositifs à courant nul.
Les capteurs à infrarouges, bien que relativement coûteux, sont appropriés lorsque les températures sont extrêmement élevées. Ils sont disponibles jusqu'à 3000 °C (5400 °F), dépassant de loin la plage des thermocouples ou autres dispositifs de contact.
L'approche infrarouge est également intéressante lorsque l'on ne souhaite pas entrer en contact avec la surface dont la température doit être mesurée. Ainsi, les surfaces fragiles ou humides, telles que les surfaces peintes sortant d'un four de séchage, peuvent être surveillées de cette manière. Les substances chimiquement réactives ou électriquement bruyantes sont des candidates idéales pour la mesure infrarouge. Cette approche est également avantageuse pour mesurer la température de très grandes surfaces, telles que des murs, qui nécessiteraient un grand nombre de thermocouples ou de RTD pour être mesurées.
Pour obtenir plus d'infos sur la gamme de produits de mesure de température de haute qualité, conçus par des experts et fabriqués aux États-Unis par Omega Engineering, veuillez cliquer ici.

Qu'est-ce qu'un thermoplongeur ? Types d'éléments chauffants à immersion Qu'est-ce qu'un thermoplongeur ?

Qu'est-ce qu'un chauffage électrique industriel ? Qu'est-ce qu'un appareil de chauffage industriel ?